





 QQ咨询:260200500
QQ咨询:260200500所有产品均为订制、价格仅供参考,欢迎购买之前联系旺旺或来电咨询!
为您免费提供方案及价格,若不经协商直接下单,恕不发货!谢谢!



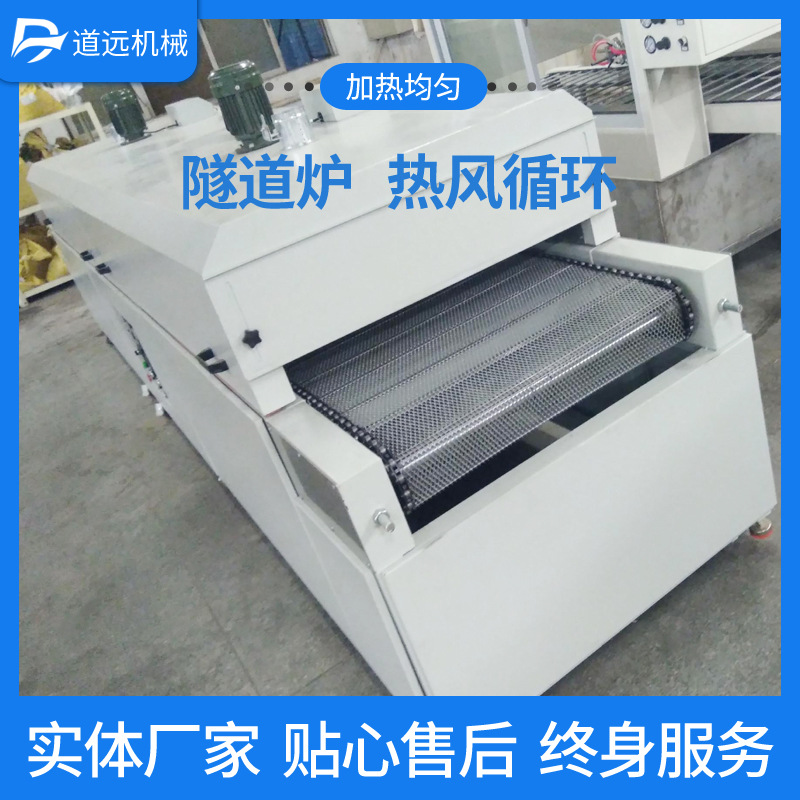
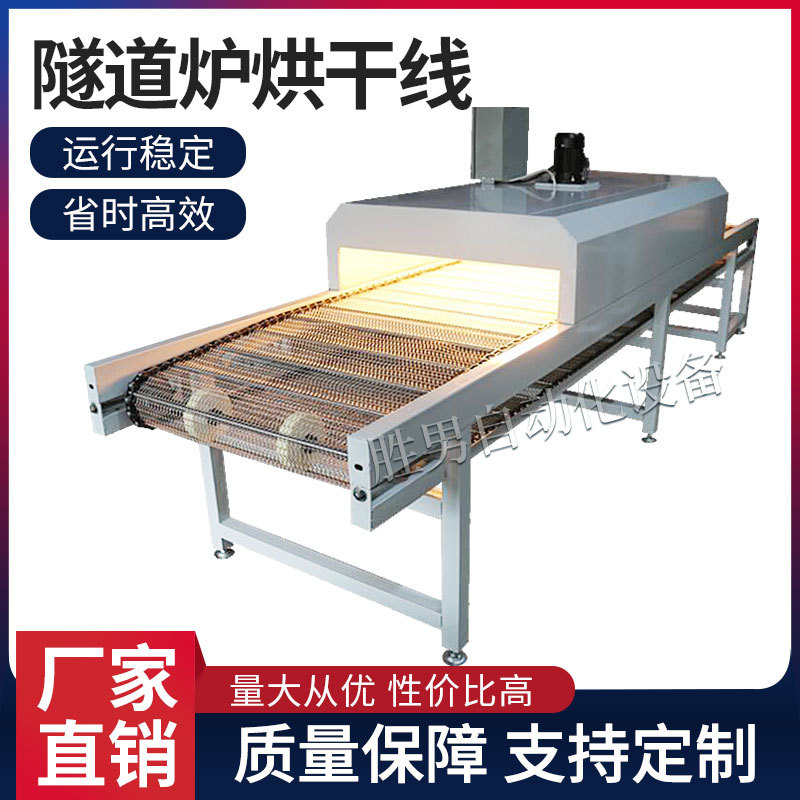
食品隧道烘干炉
干燥的湿物料由皮带输送机或斗式提升机送到料斗,然后经料斗的加料机通过加料管道进入加料端。加料管道的斜度要大于物料的自然倾角,以便物料顺利流入干燥器内。干燥器圆筒是一个与水平线略成倾斜的旋转圆筒。物料从较高一端加入,载热体由低端进入,与物料成逆流接触,也有载热体和物料一起并流进入筒体的。随着圆筒的转动物料受重力作用运行到较底的一端。湿物料在筒体内向前移动过程中,直接或间接得到了载热体的给热,使湿物料得以干燥,然后在出料端经皮带机或螺旋输送机送出。在筒体内壁上装有抄板,它的作用是把物料抄起来又撒下,使物料与气流的接触表面增大,以提高干燥速率并让物料前进。载热体一般分为热空气、烟道气等。载热体经干燥器以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。
应用:
微波药材消毒干燥设备
饲料工业:烘干。
造纸工业:干燥、波纹纸加工。
木材工业:多合板、纤维板加压成型、木材干燥。
食品工业:烘烤、加热。












深圳市帝龙科技有限公司座落在美丽富饶的海滨城市——江苏省盐城市,是专业从事隧道炉系列、箱式炉系列、热处理系列、工业加热器系列加工制造生产的高新企业,在国内同行业中具有较高的知名度。
深圳市帝龙科技有限公司系中国表面工程协会会员单位、江苏省高新技术企业。公司注重与国内相关科研院所强强联手,成立了省级涂装设计研究院,培养了一支实力超群的技术队伍,为打响“百利豪”品牌奠定了坚实的基础。
公司现有员工50多名,生产基地3138多平方米,制作工艺全部采用数控加工设备,生产过程严格实行质量控制体系。先进的生产设备、严格的质量管理、雄厚的技术支撑、良好的售后服务,使百利豪的每项工程均能达到全优标准、成为经典之作。公司多次荣膺“重合同守信用企业”等殊荣。
公司始终坚持“客户至上,质量为本,诚信经营”的企业宗旨,以先进的设计、精心的制作,竭诚为您服务。
联系人:Mr.冯先生(经理)
手 机: 13715339029
电 话:13715339029 13715339029
传 真:13715339029
邮 箱: 948206331@qq.com
地 址:江苏省盐城市盐都区大纵湖镇义丰中小企业创业园
最佳回答:
所谓涂装即指对金属和非金属表面覆盖保护层或装饰层。随着工业技术的发展,涂装已由手工向工业自动化方向发展,而且自动化的程度越来越高,所以涂装生产线的应用也越来越广泛,并深入到国民经济的多个领域
深圳市帝龙科技有限公司:隧道炉涂装生产线 烘干线 烤箱涂装设备 喷漆烘干生产线 隧道炉烘干线 隧道炉【按生产要求定做】 工业隧道式生产线 隧道式烘干系统 烘炉生产线 烘干隧道炉 涂装隧道炉流水线 不锈钢网带隧道炉 塑胶烤漆PVC隧道炉 金属制品隧道炉烘干线 吸油烟机生产流水线 UV隧道炉玻璃涂装线 工业涂装设备 涂装设备流水线 涂装前处理设备 烘烤设备 水帘柜悬挂线 隧道式固化炉 烘干流水线 热风隧道烘箱 自动喷漆烘道 玻璃丝印烘干线 丝印IR隧道炉 丝印炉 丝印线 烘干线 烘隧道炉 不锈钢网带线 烤漆线喷油拉 生产线 喷油拉 隧道炉烘生产线 五金网带拉 鼓风烘箱 高温烤箱 自动固化炉
最佳回答:
这个要根据采购的喷漆设备的裁定了,他们会有指导的 ,一般喷漆烤漆一体的
其他答案1:
如果是采用手动无流水线的喷漆方法,那么建议你将产品放进烤箱前在无尘的环境下让已喷好的产品静止5~10分钟(这叫冷流平)再放进固定烤箱烘烤,一般普通单组份油漆烤15分钟左右,双组份油漆要烤30~45分钟,温度设为70度,可正负5度,产品必需是冷却后包装(不过烤的温度跟产品的材质与结构也是有很大关系的,视情况验证后确定最终烤箱温度)
如果是采用手动流水线且带隧道烤炉的喷漆生产线的话,那么建议流水线上的烤箱设置多节温控,流水线前面的1~3米可以不要有炉温,后面的每节烤炉温度由底到高设置,每节可递增5~10度(因流水线上的烤炉不是全封闭的,所以烤炉的温度要适当的比固定烤箱的温度高10~20度左右,具体视产品情况而定).
如果是采用自动喷漆生产线喷漆的话,建议在设计线体的时候(线体一般是1~6米可调的)要按线体每分钟跑5米的线速,设置不少于5分钟的泠流平段,其它温度控制方法同样采用多节烤炉来控制.
以上仅供参考!
其他答案2:
如果是采用手动无流水线的喷漆方法,那么建议你将产品放进烤箱前在无尘的环境下让已喷好的产品静止5~10分钟(这叫冷流平)再放进固定烤箱烘烤,一般普通单组份油漆烤15分钟左右,双组份油漆要烤30~45分钟,温度设为70度,可正负5度,产品必需是冷却后包装(不过烤的温度跟产品的材质与结构也是有很大关系的,视情况验证后确定最终烤箱温度)
如果是采用手动流水线且带隧道烤炉的喷漆生产线的话,那么建议流水线上的烤箱设置多节温控,流水线前面的1~3米可以不要有炉温,后面的每节烤炉温度由底到高设置,每节可递增5~10度(因流水线上的烤炉不是全封闭的,所以烤炉的温度要适当的比固定烤箱的温度高10~20度左右,具体视产品情况而定).
如果是采用自动喷漆生产线喷漆的话,建议在设计线体的时候(线体一般是1~6米可调的)要按线体每分钟跑5米的线速,设置不少于5分钟的泠流平段,其它温度控制方法同样采用多节烤炉来控制.
最佳回答:
这里有两个问题。
-
什么温度喷涂涂料利用率最高?
一般情况下,对于粉末涂料,工件表面温度50度左右最适合喷涂,此时上粉率高,而且工件表面不容易“结露”。
-
什么温度下固化有利于涂层表面流平?
不同的涂料需要不同的固化温度。这个需要遵循涂料说明书中指定的工艺参数。对于粉末涂料,一般固化温度为180-200度,电泳涂料固化温度为170-190度。油漆一般常温和加热固化的都有。加热固化一般为70度左右。汽车罩光清漆的固化温度一般为150度左右。
最佳回答:
分两个阶段,喷漆前热流平9-15米*6-9分钟;可以提高油漆的挥发分子加速;喷漆后冷流平5-10米*60度。
其他答案1:
请问你是喷哪种东西 一般性的话干到手碰上去不会有粘手 手按上去有指纹但不会粘走漆那种感觉 要是不放心 当然可以等到干手后去烘
最佳回答:
我只能建议你加点慢干的稀料,或者找厂家要点流平剂!!
其他答案1:
可以再次涂漆或打磨处理
油漆在基层表面出现下滴、下垂、漆膜不平的现象都可称之为油漆流坠。主要原因有配制的油漆太稀,附着力差,部分油漆在重力作用下产生流淌;涂刷或喷漆太厚,漆膜过重下坠;施工环境温度过低,漆膜干得慢;油漆中含重质颜料过多,部分油漆下垂;物体基层表面不平,漆膜厚薄不均匀,干燥速度不同,漆膜过厚的部位容易流坠;物体基层表面有油、水等污物与油漆不相容,影响黏结,造成漆膜下垂。
首先我们要选择质量好的油漆和挥发速度适当的稀释剂,并控制其渗入量。烟台市普源涂料其次会对物体表面应处理平整、光洁,清除表面油、水等污物。再次施工环境温度应符合油漆种类的标准要求,如清漆宜在20至27摄氏度,并在3小时以内涂刷完成。再次涂漆时应按工艺程序进行:先竖向、横向、斜向,最后再竖向将油漆理平,使油漆的涂膜厚度均匀一致。最后喷漆时的喷枪移动速度及距离物体的远近要控制均匀,按规定工艺程序进行,先竖向喷,环向喷,再横向喷,使漆膜形成均匀,厚薄一致。
油漆膜的表面粗糙具体表现为油漆成膜之后,表面不平,有砂粒状凸起或小气泡状。原因主要有漆料内颜料过多或颗粒太粗;漆料本身不干净,混有杂物,没过筛就使用;调配油漆时的环境气温低,漆内的气泡没有完全散开排出;物体表面未清理干净,有砂粒等杂物,涂刷时混入漆膜内;使用的盛具(刷子、漆桶、喷枪等)不洁净,有残留杂物带入油漆中;施工环境清理及防护不够,涂刷中有灰尘、风沙等杂物粘到刷子上或落在漆膜上。
最佳回答:
分两个阶段,喷漆前热流平9-15米*6-9分钟;可以提高油漆的挥发分子加速;喷漆后冷流平5-10米*60度。
最佳回答:
想要油漆光泽高,第一选择品牌油漆或对产品性能熟悉的品牌,然后仔细处理施工底材,做到平整,其次多做几次底漆且尽量选择高档底漆,最后面漆施工是可以多喷几遍面漆(湿碰干施工,不要湿碰湿,否则会流挂)。
油漆光亮不光亮与以下几个因素有关:
1、油漆的品质 在亮光油漆 中油漆树脂的优劣决定油漆光泽高低、保光时间的长短。
2、 油漆溶剂的快慢对光泽也有明显影响。
3、油漆的固化剂(如果是聚氨酯体系的话)也会影响油漆的光泽。
4、被喷涂的底材疏密、平整程度。
5、底漆的漆膜薄厚。
6、天气的温湿度。
7、施工人员的技术水平都会影响油漆的光泽。
汽车漆面想要持久光亮的话,目前只能通过到4S店或者汽车美容店进行漆面保养、做一些漆面护理、例如抛光打蜡、漆面封釉、漆面镀膜等,但是抛光打蜡是最基
本得漆面保养方式,更好的还是漆面封釉或者是镀膜,这样无论是从漆面的保护方面还是漆面的持久光亮方面都是最好的,尽量避免长时间打蜡或则多次抛光打蜡,
虽然也可以保持一段时间的漆面光亮,但是是以牺牲你漆面的厚度为代价的,而且打蜡的耐久度不高,维持的时间也不长,一般来讲,日系车型最好不要做抛光打
蜡,个人建议做封釉或镀膜,因为日系车型多为素色漆,漆面薄且光明度不高。
其他答案1:
清漆调稀点,只要你能保证它不流就行
其他答案2:
是的。











Leave A Comment