
 QQ咨询:260200500
QQ咨询:260200500

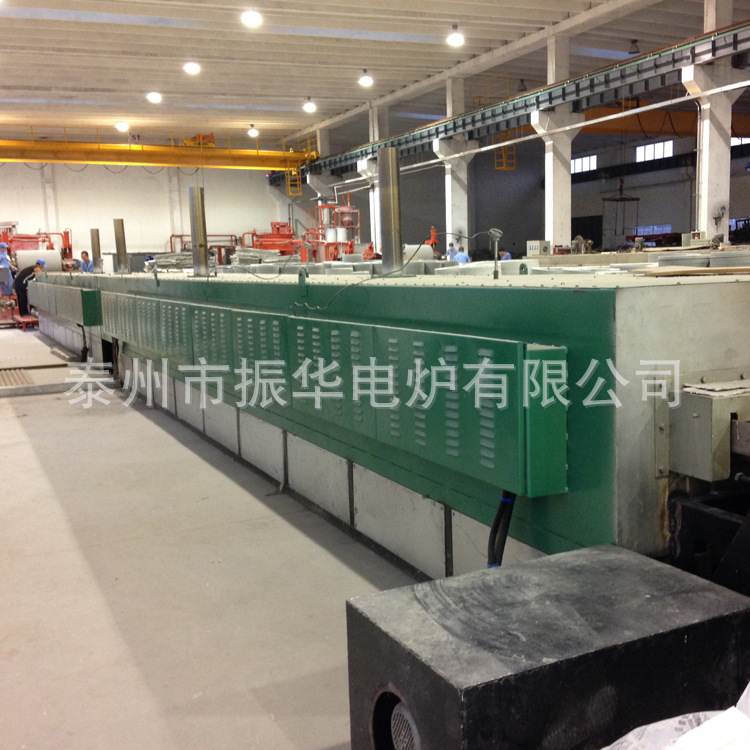
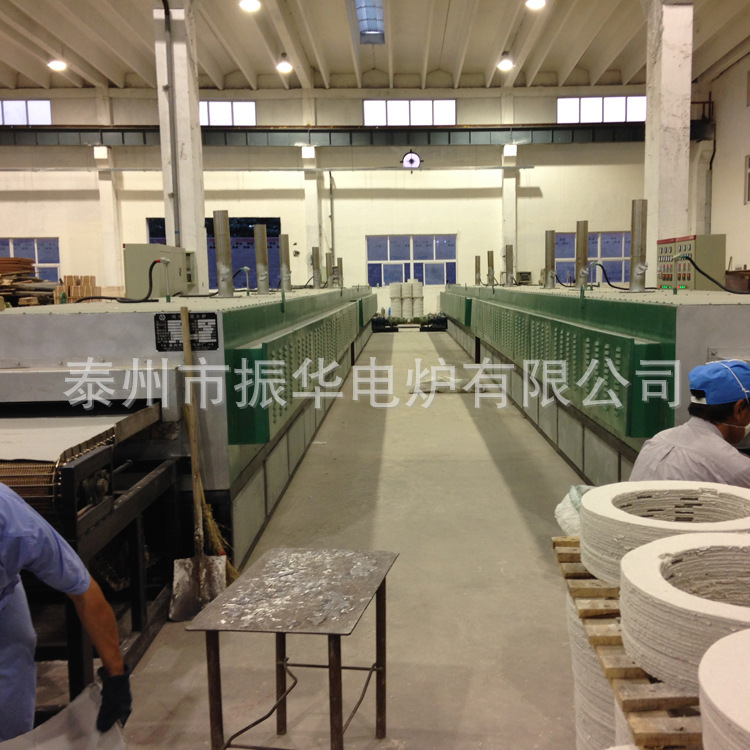



一、JWD-40-10网带电阻炉用途:
主要用于电子元件产品的烧银。
二、JWD-40-10网带电阻炉主要技术参数:
1、额定温度: 最高温度1000℃ 长期工作温度850℃
2、额定功率: 40KW
3、额定电压: 380/220V
4、相 数: 3相
5、加热区数: 4区4点控温
6、控温精度: ≤±1℃
7、炉膛尺寸(L×W×H):4000×450×80mm
8、外形尺寸(L×W×H):5500×1350×1450mm
9、传送速度(无级变频调速):30~200mm/min。
三、JWD-40-10网带电阻炉结构简述:
本炉分为炉衬部分、炉体部分、传送系统、电器部分、冷风冷却装置等。
1、 炉衬部分:
炉膛:加热区全长2000mm,分4个温区,采用上下加热,共4点控温。炉膛采用型砖+纤维复合节能炉衬结构,保温采用1260℃纤维板。具有保温性能好,热容量小,炉温均匀性好,升温快、节能、温度控制热滞后小的特点。
2、炉体部分:
炉体部分由型钢、钢板焊接而成。由钢板、角钢焊接而成的炉衬架支承炉衬。炉体外架由角钢焊接而成,外罩可方便拆卸的外挂板。外挂板表面喷塑,颜色由用户确定。
3、传送部分:
传送部分由采用变频调速的电机直连减速器,带动从动链轮,带动主动滚转动。为增大主动滚与网带的摩擦力,主动滚采用包胶结构。
4、电器部分:
电器部分采用与炉体一体化结构。控温表采用智能控温仪表,它采用专家PID算法,是一种技术先进,操作方便,调节品质优良,无超调、无欠调,应用功能完善的智能仪表。具有超温报警、断偶报警等功能。调功元件采用可控硅移相调压方式。传送部分采用电机与减速器直连方式,变频调速。
5、冷风冷却装置:
冷风冷却装置放置在炉体冷却段上部,起到加大对流,为冷却段炉胆降温的作用。同时,还抽出炉体空腔内的热气,降低了壁表温度。
注:可根据用户要求另行设计制造,更多规格及参数和详细技术方案请来电咨询!

深圳市帝龙科技有限公司(原名:姜堰市振华电炉厂)是热处理设备、粉末冶金设备、工业电炉、不锈钢 炉管、不锈钢网带等产品专业生产加工的企业。
我厂生产的工业电阻炉广泛适用于金属机件的正火、退火、淬火、调质以及碳钢机件气体渗碳等,产品规 格齐全。性能可靠、质量稳定。具有高效、节能之特点,畅销全国二十多个省、市、自治区,用户反应良好。 荣誉只代表过去,它印证了我们十几年来付出的汗水和辛劳,是对我们过去工作的肯定。在产品不断创新,企 业不断发展壮大的同时,我们也形成了自己独到的企业文化和经营管理理念。一直以来,我们以可靠的质量与 完善的服务贡献社会,以严格的管理和不断的进取发展自己。这是振华人的经营理念。
对您的惠顾,我们将以最优异的品质与服务向您回报,我们振华会始终把“以质量求生存,以信誉求发展” 作为企业的宗旨,再接再厉,开拓创新,勇于接受新的更大的机遇和挑战。
我厂宗旨:以质量求生存,以信誉求发展,靠科技更新产品,以满意周到的服务真诚欢迎新老客户与我厂 建立长期良好的合作关系,共谋双赢,共同发展!

其他答案1:
古代的针肯定没现在的细了 他也是用模具做出来的 工艺没现在的好这是肯定的 .
现在的工艺是怎RCM系列网带式保护气氛自动化连续热处理生产线,它是利用间歇前进的网带将工件通过温控的加热区,然后落入淬火油槽,并由提升机自动取出到网带式清洗机进行去油污清洗、烘干,最后输送到网带式回火炉进行回火的连续式热处理生产线。它能在可控气氛下进行淬火、薄层渗碳、碳氮共渗等热处理工艺。在热处理过程中,工件相互间无碰撞,均衡地通过炉膛加热,加上可控气氛的作用下,阻止空气侵入炉内。因此,处理后的工件表面光洁、无脱碳、硬度均匀、变形小、质量高。该生产线具有自动化程度高,参数易于调节,劳动强度低,不污染环境,节约能源等优点。RCM系列网带炉生产线是由网带淬火炉、喷淋式清洗机、网带回火炉组成。可加配发黑发蓝、上油、烘干生产线。功率从12KW―180KW,额定温度950℃。适用于批量性的中小型机械零件(如标准件、轴承、传动链、自攻螺钉、纺织五金、手工具、弹簧、弹垫、各类纺织针、缝衣针等)。并可为用户进行热处理工艺设计,工件热处理小试提供条件等。设备销往全国各地,主要有浙江、江苏、福建、广东、湖南、河北、山东等地。淬火炉加热炉-油池及提升机构-网带式喷淋清洗机-热风循环回火炉.( 马弗罐材质采用进口SUS310S不锈钢板压制成形,δ=5/8mm,罐底部压制呈有效几何形状(波形),顶部及边部压制加强筋以增加使用寿命。炉底蜂窝板材质采用1Cr25Ni20Si2铸钢件,δ=14/16mm。本进口SUS314L不锈钢抗渗碳丝人字形编制+整体折边,丝径2.0×2.5mm。回火炉输送网带材质均采用1Cr18Ni9Ti,丝径2.0×2.5mm人字形编制+整体折边。电阻加热控制元件均采用交流固态模块控制,各加热区主控仪表均采用日本进口岛电智能数显仪。加热区发热元件采用OCr27Al7MO2高温合金丝。)样的:
其他答案2:
……问这个是想做什么呢?想磨针啊……这个网址有详细的过程https://www.szdluv.com
最佳回答:
1、选好线的颜色,深色裤子不要用浅色线这样会有痕迹。
2、穿号线之后记得在线的末端打个结,这样就不会穿过针眼。
3、开始缝了,先缝合大腿内侧,在把一只裤腿反过来,放到里一只裤腿里面前后对好缝合,就可以了。记住要翻过来,这样就不会留线头痕迹在外面。
其他答案1:
1.锁边针法如下图 2.想缝得整齐,针法必须相当熟练;还有剪裁的手法,因为布料边缘平整与否对于缝纫的平整性也有影响. 3.裁法不是三言两语说得清的,一般裁布的基本步骤就是:(1)制板:就是制作板形,也叫"出纸样",就是在纸上画出衣服各个组成部分的剪裁图(如下图左下角);(2)裁出纸样,将纸样放在布料上以粉笔/布料标记笔依纸样轮廓在布料上描绘出剪裁图;(3)依(2)中布料上划好的线条裁布. 4.怎么弄花边??你想怎么弄?不同设计有不同弄法啊 5.褶子的做法如同下图中的右上图所示,用针间断缝,再抽线即可. 另外,还可以缝装松紧带的方法来制作褶子.有缝纫机的话可以用打褶压脚直接车出来.
其他答案1:
线不结实
最佳回答:
有模具的
其他答案1:
铁棒磨成的!!
其他答案2:
不锈钢
最佳回答:
可以去网上找T恤的纸样,用手针的缝制方式替代机针就可以了,如果你连最基本的手针缝制技巧都不会的话,建议你先去找些如果手工缝制的基础技法资料(电子书一类的)看看,先找些碎布块练练,否则一来就做很有可能会因为手拙,把料子浪费了,如果你已经有丰富的手针基础的话,相信给你一份T恤的纸样,告诉你缝合方式你就可以自己拼缝出一件漂亮的T恤了。
其他答案1:
是
最佳回答:
-
如果是绣图案花样的,只需根据图案绣上不同颜色的线绣上即可,针法只要需覆盖于平针之上,但是线必须比原来编织的毛线稍细一点。要拉均匀 换线是时候把线头在里面压住,绣时方向应该保持一致,那样反面不至于乱。


2.十字绣的方法,把你想绣的图用单线描出来,一个辫子作为一个格子,这种方法可以选择多种颜色,花色层次更加丰富。但是弹性不如上边方法,松紧层度要靠手感来掌握。
扩展资料
手工毛衣编织方法:
⒈左手带线而不是挂线,这样就省去了右手需划弧绕线的时间,因此,至少可提高编织速度1/4左右。
2.由于是左手直接带线,编织时只有两只手在动,而不需小臂再做频繁激烈的运动,因此还可大大降低体能消耗,所以就可降低劳动强度。为此,便可称之为节能型编织方法。
3.由于是左手在针上直接带线,织正、反针同样可容易的掌握带线的松紧度,并且编织出来的产品,其平整度和松紧度都达到非常均匀。
4.由于正反针的带线方式相同,编织花样时或几种彩色线搭配时,效果更佳。
5.假如您既会左手又会右手(传统编织方法)编织的话,左手带一条线,右手带一条线,左右手先后一起编织,两条线互不干扰。这是传统的右手带线方法所不能实现的。
资料来源:百科 毛衣
其他答案1:
如果是绣图案花样的,只需根据图案绣上不同颜色的线绣上即可,针法只要需覆盖于平针之上,但是线必须比原来编织的毛线稍细一点。要拉均匀 换线是时候把线头在里面压住,绣时方向应该保持一致,那样反面不至于乱。

十字绣的方法,把你想绣的图用单线描出来,一个辫子作为一个格子,这种方法可以选择多种颜色,花色层次更加丰富。但是弹性不如上边方法,松紧层度要靠手感来掌握。
最佳回答:
就是用模具,其中针眼部分已经刻好了。然后把做针用的钢水溶液倒进模具里。待冷却,针就成型了。
其他答案1:
用模具,倒模制成的~
其他答案2:
厉害,学到知识了~~
其他答案3:
模具倒摸啊
其他答案1:
我小时候也有个问题,钢笔的笔尖是怎么加工出来的
其他答案2:
铁杵磨成针
最佳回答:
针的制作,大约有20道工序左右,大致是:钢丝拉直-冲压(将针鼻子处,冲成大约有直径4mm的一个一个圆饼状,然后再冲出针鼻孔,值得一提的是,冲针鼻孔居然没有下模(凹模),冲头是工人用手工将一个截面大约为5×3毫米的风钢条的头部,在普通砂轮上磨出的。大约每冲5000次左右,就要重磨。)-冲字和线槽-冲裁去掉多余的部分-磨尖(分几次)-去毛刺-磨光-抛光-检验包装等等
其他答案1:
是通过很复杂的工艺生产出来的,拉管-调直-切割-磨沙-清洗-磨尖-清洗等等!
我们有生产,对与它的工艺流程是一下子很难讲得清澈的!
其他答案2:
不可能是用模具生产出来的,因为用模具的成本太高了,而我们日常用的针是非常便宜的… 冷拔--冲压--无心磨--渗碳淬火--电镀 针鼻是冲压出来的。全部的过程都是机器完成,以至于把生产一口针的成本降低到了一分钱以下。
其他答案3:
机器磨出来的










发表评论