

 QQ咨询:260200500
QQ咨询:260200500


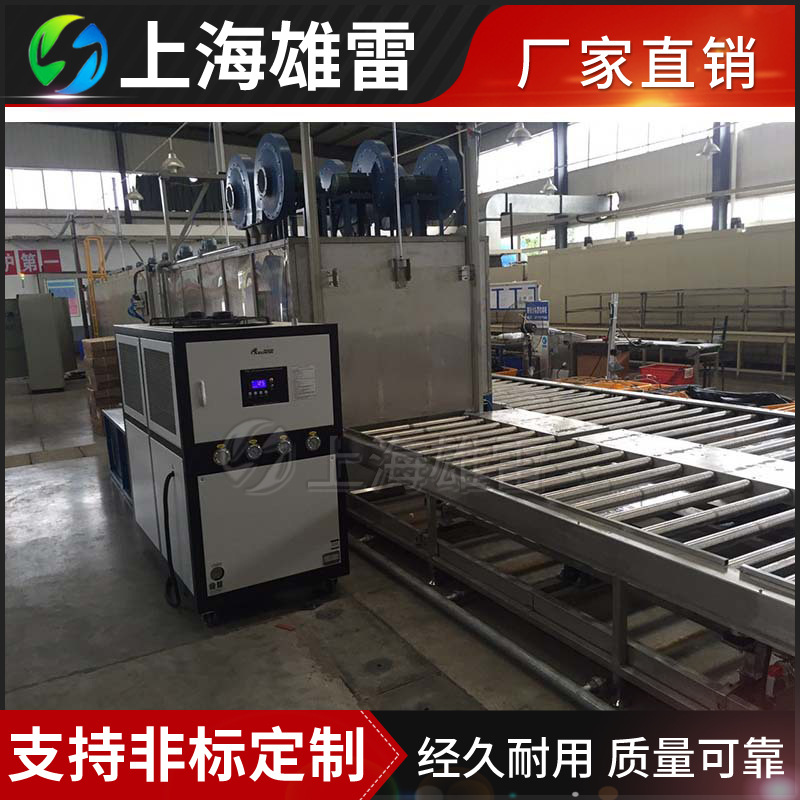
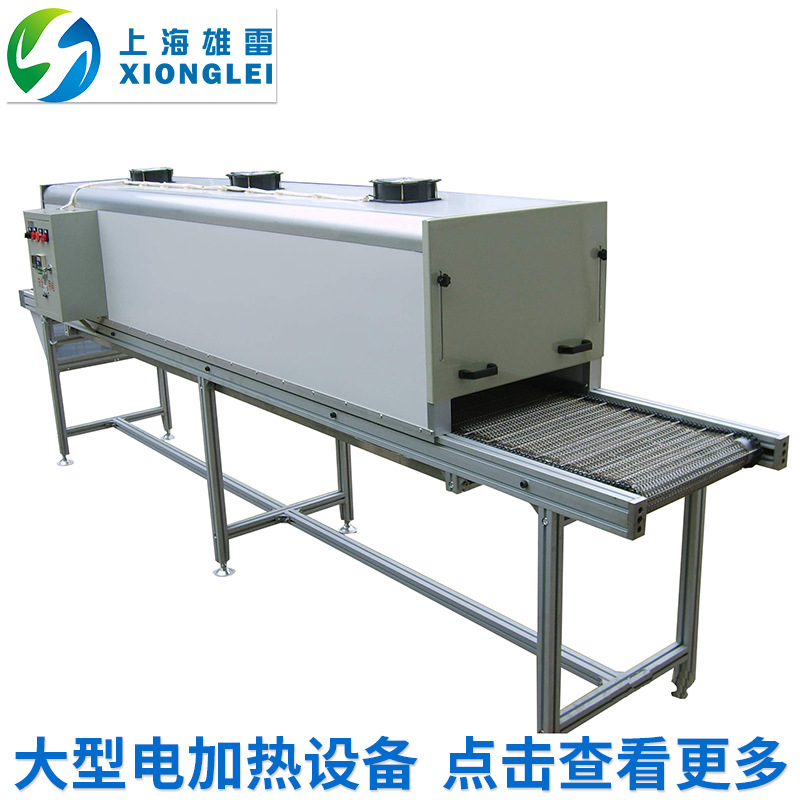
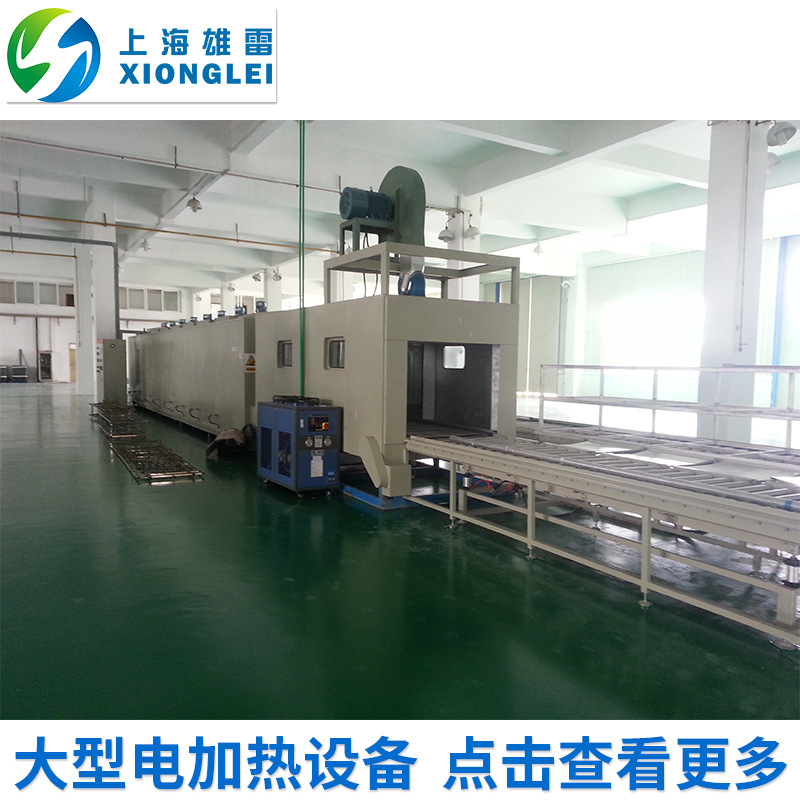
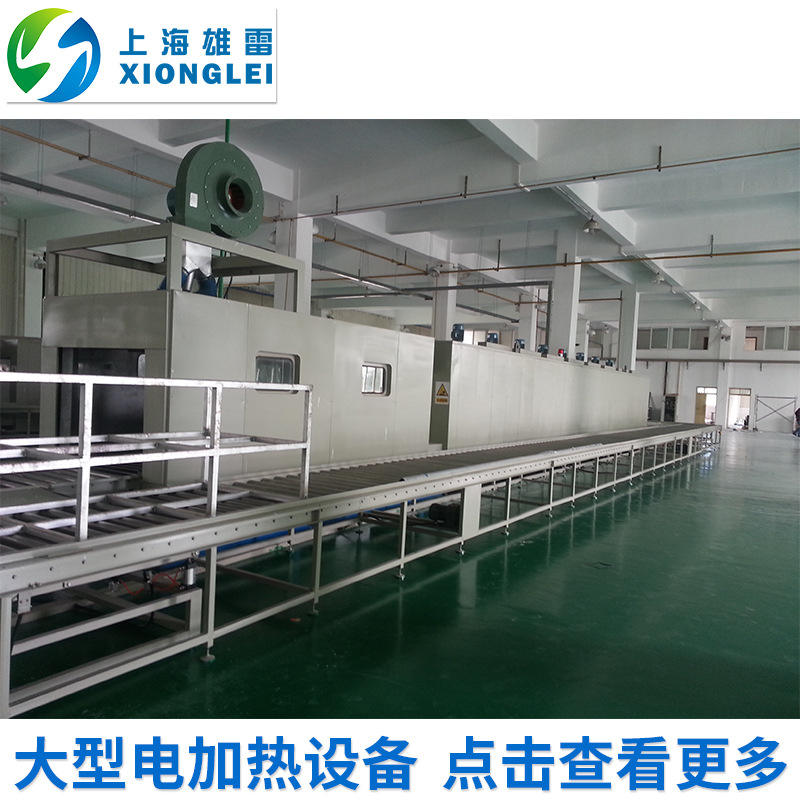
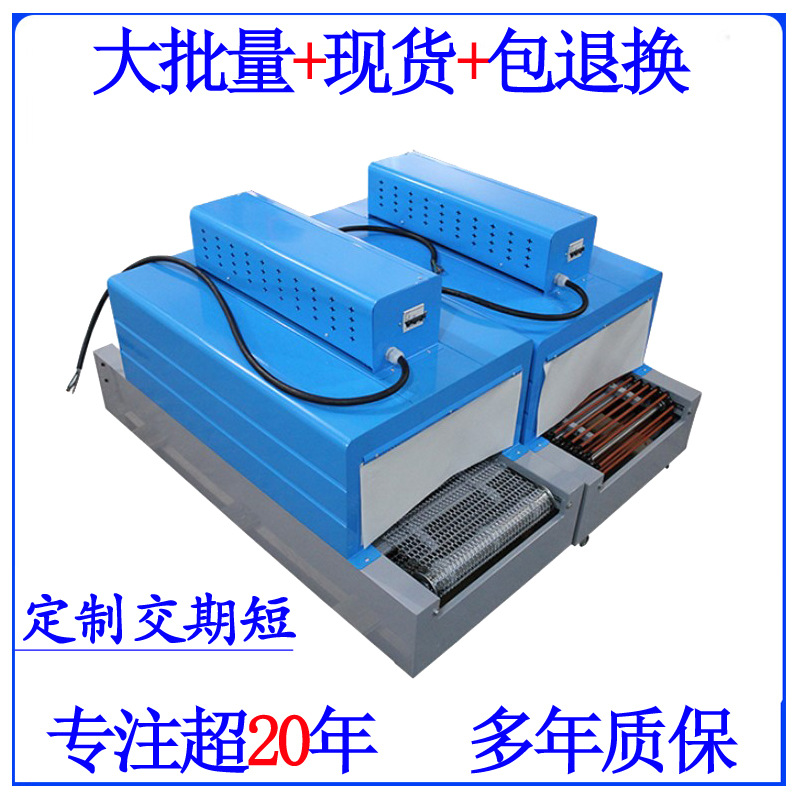
烘道流水线概述:
烘道流水线采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环,箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用方便,环保,节能等优点。烘道流水线采用电加热对丝网印刷、喷染、电镀以及印刷电路等行业的烘干、除湿等工艺,还可用于食品、纺织品、压铸小件等工业的干燥、烘烤,喷漆工件烘干,固化工件,烘干工件,西淋瓶、安瓿瓶、化妆品用瓶、制药玻璃制品瓶和中药及其他物料连续烘干。工作场所整洁,生产效率高,是目前我国制药厂、中药厂、饮料厂、日用化工厂常见的设备之一。
烘道流水线技术要求:
烘道流水线内采用镀锌板(不锈钢板),外壁采用成型彩钢板制作,大梁用后成型钢板制作,保温层采用纤维石棉保温。
电加热管为耐高温不锈钢无缝钢管,结晶氧化镁粉做绝缘,风机采用低噪声高压离心风机,保温采用硅酸铝纤维棉。
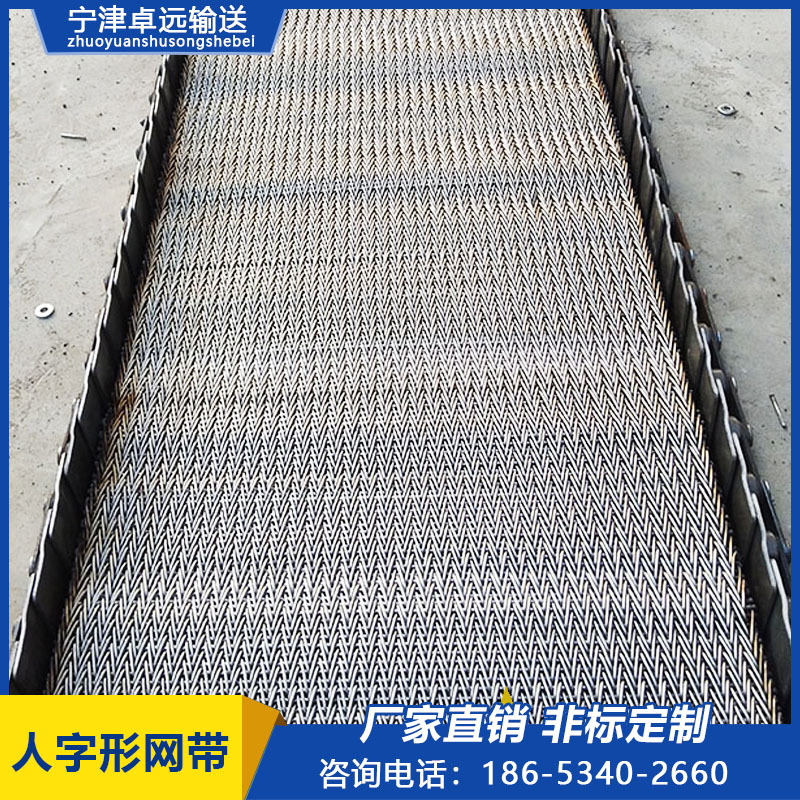
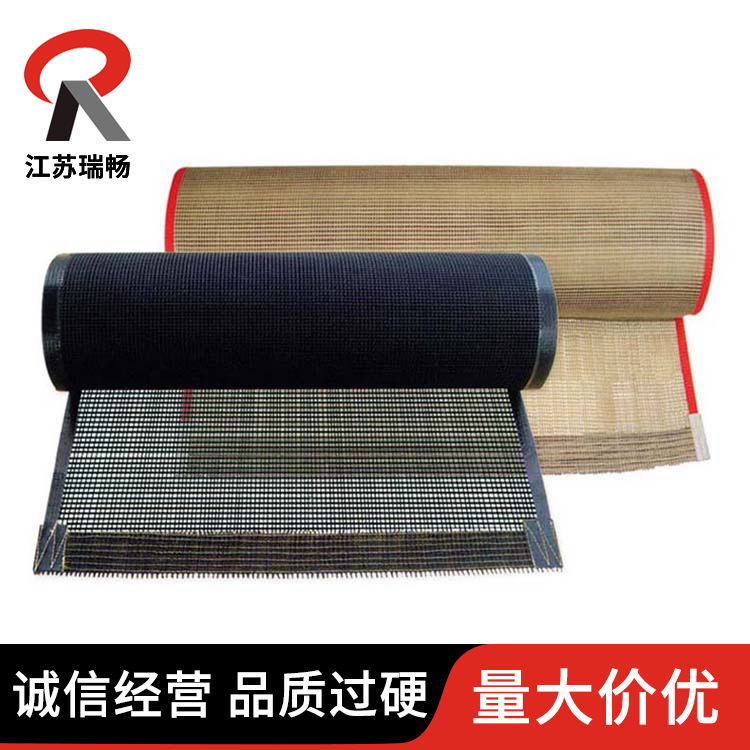
网带为铁氟龙耐高温网带,不锈钢网带等。
另有控制器,调速器,低压电器控制系统等控制系统部分。
烘道的种类很多,有热风循环烘道,红外热风烘道流水线,红外线烘道,热风循环烘道等等。不同烘道有不同的工艺,实现不同的适用范围和作用。
烘道流水线工作原理:
烘道流水线采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环,箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用方便,环保,节能等优点。
烘道种类:
流水线烘道,高温烘道,软管定型烘道,远红外烘道,悬挂式烘道等。不同烘道有不同的工艺,实现不同的适用范围和作用。例如红外线烘道广泛应用于丝网印刷、喷染、电镀以及印刷电路等行业的烘干、除湿等工艺,还可用于食品、纺织品、压铸小件等工业的干燥、烘烤等。
烘道流水线的功能:
1、超温报警:当实际检测温度超过超温保护温控设定值时,自动切断加热电源,起到双重保护功能;
2、声光报警:配带蜂鸣器的报警灯。
3、接地保护:结构件接地保护。
4、电源缺相、相序保护:配有相序保护器。
烘道流水线的环境条件:
1、环境温度:-5℃~+40℃;
2、相对湿度:≤85%RH;
3、电源:AC380V±10%,50Hz;


最佳回答:
用于陶瓷、冶金、电子、玻璃、化工、机械、耐火材料、新材料开发、特种材料、建材、高校、科研院所、工矿企业做粉末焙烧、陶瓷烧结、高温实验、材料处理、质量检测之用。
最佳回答:
热处理的作用就是提高材料的机械性能、消除残余应力和改善金属的切削加工性。按照热处理不同的目的,热处理工艺可分为两大类:预备热处理和最终热处理。
预备热处理的目的是改善加工性能、消除内应力和为最终热处理准备良好的金相组织。其热处理工艺有退火、正火、时效、调质等。
最终热处理的目的是提高硬度、耐磨性和强度等力学性能。

扩展资料
工艺分类
金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。
钢铁是工业上应用最广的金属,而且钢铁显微组织也最为复杂,因此钢铁热处理工艺种类繁多。整体热处理是对工件整体加热,然后以适当的速度冷却,获得需要的金相组织,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
参考资料:热处理_百度百科
其他答案1:
1、通过适当的热处理可以显著提髙钢的机械性能,延长机器零件的使用寿命。
2、其目的是改变钢的内部组织结构,以改善钢的性能。
3、热处理工艺不但可以强化金属材料充分挖掘材料性能潜力、降低结构重量、节省材料和能源,而且能够提高机械产品质量、大幅度延长机器零件的使用寿命。

扩展资料:
热处理的特点
金属热处理是机械制造中的重要工艺之一,与其他加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量,而这一般不是肉眼所能看到的。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。钢铁是机械工业中应用最广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
参考资料:百度百科-热处理
其他答案2:
热处理的作用就是提高材料的机械性能、消除残余应力和改善金属的切削加工性。按照热处理不同的目的,热处理工艺可分为两大类:预备热处理和最终热处理。
1 .预备热处理
预备热处理的目的是改善加工性能、消除内应力和为最终热处理准备良好的金相组织。其热处理工艺有退火、正火、时效、调质等。
( 1 )退火和正火 退火和正火用于经过热加工的毛坯。含碳量大于 0.5% 的碳钢和合金钢,为降低其硬度易于切削,常采用退火处理;含碳量低于 0.5 % 的碳钢和合金钢,为避免其硬度过低切削时粘刀,而采用正火处理。退火和正火尚能细化晶粒、均匀组织,为以后的热处理作准备。退火和正火常安排在毛坯制造之后、粗加工之前进行。
( 2 )时效处理 时效处理主要用于消除毛坯制造和机械加工中产生的内应力。
为避免过多运输工作量,对于一般精度的零件,在精加工前安排一次时效处理即可。但精度要求较高的零件(如座标镗床的箱体等),应安排两次或数次时效处理工序。简单零件一般可不进行时效处理。
除铸件外,对于一些刚性较差的精密零件(如精密丝杠),为消除加工中产生的内应力,稳定零件加工精度,常在粗加工、半精加工之间安排多次时效处理。有些轴类零件加工,在校直工序后也要安排时效处理。
( 3 )调质 调质即是在淬火后进行高温回火处理,它能获得均匀细致的回火索氏体组织,为以后的表面淬火和渗氮处理时减少变形作准备,因此调质也可作为预备热处理。
由于调质后零件的综合力学性能较好,对某些硬度和耐磨性要求不高的零件,也可作为最终热处理工序。
2 .最终热处理
最终热处理的目的是提高硬度、耐磨性和强度等力学性能。
( 1 )淬火 淬火有表面淬火和整体淬火。其中表面淬火因为变形、氧化及脱碳较小而应用较广,而且表面淬火还具有外部强度高、耐磨性好,而内部保持良好的韧性、抗冲击力强的优点。为提高表面淬火零件的机械性能,常需进行调质或正火等热处理作为预备热处理。其一般工艺路线为:下料——锻造——正火(退火)——粗加工——调质——半精加工——表面淬火——精加工。
( 2 )渗碳淬火 渗碳淬火适用于低碳钢和低合金钢,先提高零件表层的含碳量,经淬火后使表层获得高的硬度,而心部仍保持一定的强度和较高的韧性和塑性。渗碳分整体渗碳和局部渗碳。局部渗碳时对不渗碳部分要采取防渗措施(镀铜或镀防渗材料)。由于渗碳淬火变形大,且渗碳深度一般在 0.5~ 2mm 之间,所以渗碳工序一般安排在半精加工和精加工之间。其工艺路线一般为:下料—锻造—正火—粗、半精加工—渗碳淬火—精加工。
当局部渗碳零件的不渗碳部分采用加大余量后,切除多余的渗碳层的工艺方案时,切除多余渗碳层的工序应安排在渗碳后,淬火前进行。
( 3 )渗氮处理 渗氮是使氮原子渗入金属表面获得一层含氮化合物的处理方法。渗氮层可以提高零件表面的硬度、耐磨性、疲劳强度和抗蚀性。由于渗氮处理温度较低、变形小、且渗氮层较薄(一般不超过 0.6~ 0.7mm ),渗氮工序应尽量靠后安排,为减小渗氮时的变形,在切削后一般需进行消除应力的高温回火。
其他答案3:
35CrMnSi热处理规范:1)淬火:第一次950℃,第二次890℃,油冷;回火230℃,空冷、油冷;2)880℃于280~310℃等温淬火。
煤机专用钢35CrMnSiA是低合金超高强度钢,热处理后具有良好的综合力学性能,高强度,足够的韧性,淬透性、焊接性(焊前预热)、加工成形性均较好,但耐蚀性和抗氧化性能低,一般是低温回火或等温淬火后使用。
其他答案4:
热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。
早在公元前770至前222年,中国人在生产实践中就已发现,钢铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。

拓展资料
热处理常见问题
过热从轴承零件粗糙口上可观察到淬火后的显微组织过热。但要确切判断其过热的程度必须观察显微组织。若在GCr15钢的淬火组织中出现粗针状马氏体,则为淬火过热组织。
形成原因可能是淬火加热温度过高或加热保温时间太长造成的全面过热;也可能是因原始组织带状碳化物严重,在两带之间的低碳区形成局部马氏体针状粗大,造成的局部过热。过热组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,钢的晶体粗大,会导致零件的韧性下降,抗冲击性能降低,轴承的寿命也降低。
过热严重甚至会造成淬火裂纹。欠热淬火温度偏低或冷却不良则会在显微组织中产生超过标准规定的托氏体组织,称为欠热组织,它使硬度下降,耐磨性急剧降低,影响托辊配件轴承寿命。
淬火裂纹高或冷却太急,热应力和金属质量体积变化时的组织应力大于钢材的抗断裂强度;工作表面的原有缺陷(如表面微细裂纹或划痕)或是钢材内部缺陷(如夹渣、严重的非金属夹杂物、白点、缩孔残余等)在淬火时形成应力集中;严重的表面脱碳和碳化物偏析;
零件淬火后回火不足或未及时回火;前面工序造成的冷冲应力过大、锻造折叠、深的车削刀痕、油沟尖锐棱角等。总之,造成淬火裂纹的原因可能是上述因素的一种或多种,内应力的存在是形成淬火裂纹的主要原因。淬火裂纹深而细长,断口平直,破断面无氧化色。它在轴承套圈上往往是纵向的平直裂纹或环形开裂;在轴承钢球上的形状有S形、T形或环型。
淬火裂纹的组织特征是裂纹两侧无脱碳现象,明显区别与锻造裂纹和材料裂纹。热处理变形NACHI轴承零件在热处理时,存在有热应力和组织应力,这种内应力能相互叠加或部分抵消,是复杂多变的,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小的变化而变化,所以热处理变形是难免的。
认识和掌握它的变化规律可以使轴承零件的变形(如套圈的椭圆、尺寸涨大等)置于可控的范围,有利于生产的进行。当然在热处理过程中的机械碰撞也会使零件产生变形,但这种变形是可以用改进操作加以减少和避免的。
表面脱碳轴承零件在热处理过程中,如果是在氧化性介质中加热,表面会发生氧化作用使零件表面碳的质量分数减,造成表面脱碳。表面脱碳层的深度超过最后加工的留量就会使零件报废。表面脱碳层深度的测定在金相检验中可用金相法和显微硬度法。
以表面层显微硬度分布曲线测量法为准,可做仲裁判据。软点加热不足,冷却不良,淬火操作不当等原因造成的托辊轴承零件表面局部硬度不够的现象称为淬火软点。它象表面脱碳一样可以造成表面耐磨性和疲劳强度的严重下降。
参考资料百度百科–热处理
其他答案1:
用 途:采用纯氢气、氨分解或氨燃烧气体作保护气, ZYGW系列连续式高温热处理网带炉
适用于粉末冶金零件烧结、钎焊以及一些不锈钢件 的淬火和固溶处理。
适用范围:
A、粉末冶金零件的烧结;
B、硬质合金工具及其它组合件的钎焊;
C、马氏体不锈钢五金工具(或器具)、医疗器械、测量工具淬火;
D、高铬工具钢、高速工具钢、基体钢制工模具淬火;五、奥氏体不锈钢、耐热钢零件的固溶化处理; 适用于轴承,制钉及渗碳淬火后的机械零件的回火处理。 RC型网带式热风循环回火炉
也可用 于发黑前的加热(表面处理工艺) 配有强力风机,以强制空气循环,达到炉内温度一致。 直棒式加热元件便于维修及更换。网带运行平稳,无级调速。 RST系列网带式粉末冶金烧结炉系连续作业式烧结生产线。主要 用于压制成形的铁基、铜基及其它相关粉末冶金制品,在保护 气氛条件下进行理想的连 RST型网带式粉末冶金烧结炉
续烧结工艺流程。控制先进节能显著。工件输送采用耐高温金属网带无级调速。全线加热区均采用PID无触点自动调功控制,多区控温,保护气 体,采用带纯化装置的氨分解气源。 RSK系列高温网带快烧炉 用途:厚膜电路、厚膜电阻、电子元件电极,LTCC,钢加热器、太阳能电池板等类似产品的高温烧结,热处理 特点:控制响应迅速,温度均匀稳定,节能环保可靠,产品系列齐全 RSA系列高温网带气氛炉 用途:芯片焊接,金属封装,HTCC 、DBC、 VFD、 PDP、汽车散热器等产品在保护气氛下的熔封,金属化,钎焊、氧化、退火等热处理工艺 特点:温度与气氛均匀稳定,节能环保可靠、产品系列齐全 网带烧结炉 网带加热炉网带式加热炉网采用加热管为加热元件,传动采用蜗轮减速器,链传动、变频调速,保温采用全纤维结构,该设备性能定、操作简单。
A、钢结构:钢骨架由型钢、钢板等焊接而成,全纤维大板块炉衬吊挂在钢骨架上,轻巧并可靠。本炉因采用全纤维大板块结构的炉衬,因此其钢结构较传统的耐火砖炉子大为轻巧。 网带加热炉
B、炉衬:采用全纤维结构,选用目前国内全新型标准型陶瓷纤维毯作为炉膛的隔热保温材料,该纤维毯是一种人造无机金属纤维材料,制作时使用专用设备按炉膛尺寸制作成折叠块这种炉衬还具有安装简便,施工时间短的特点。比砖彻炉衬节能40%以上。实践证明这种新型的轻质耐火纤维材料在工业炉上的使用具有较多的优点:体重轻、蓄热、散热损失小、节能效果好、使用寿命长、炉体密封性能好、检修方便等.
C、优点,深受用户的喜爱,是用户的首选产品。 热风循环系统:为了使炉内温度均匀性能够满足工艺要求,在炉体的顶部还设置.
D、台强力离心风扇,离心风扇在炉内导流系统的作用下能够有效地将热气流循环,导流系统、风扇轴、风扇叶采用优质耐热不锈钢板制作。 网带淬火炉(网带炉)适用于批量性的中小型机械零件如标准件、轴承、链条、自攻螺钉、纺织五金、手工具、弹垫、各类纺织针、缝衣针在控制气氛中进行渗碳、碳氮共渗、淬火等热处理。炉体构架由箱体和支架构成,均采用优质型钢和钢板致焊接制作。为操作工检修或清理炉膛方便,炉膛设计成可上、下分体结构,可拆除上炉盖。 网带淬火炉炉膛采用全纤维复合结构,保温性能极好,在炉膛两侧和炉顶采用硅酸铝纤维毡, 网带淬火炉可随炉盖整体拆装,保温性能极好,比砖砌炉衬节能40%以上。 网带淬火炉加热元件: 加热元件采用优质电阻丝绕成,水平地从炉体一侧插入炉膛,布置在炉管的上下方。该种加热元件使用可靠、维护方便,需要时可在热态下不停炉进行更换。网带淬火炉最大特点表现在:
A、马弗罐材料选用纯正的瑞典 进口材料;
B、网带材料选用日本新日铁钢铁株式会社材料;
C、炉体分上下两层,炉盖合复板及吊筋板全 部选用SUS321不锈钢板制作;
D、保温材料选用山东鲁阳产陶瓷纤维折叠块;
E、冷却热交换器可拆卸清洗 ,半小时即可完成。

最佳回答:
网带炉是一般由马弗保护的网带将零件实现炉内连续输送的烧结炉,主要用于粉末冶金制品烧结及金属粉末的还原及电子产品在保护气氛或空气中的预烧、烧成或热处理工艺。
延伸:
特点:
整套设备由炉体、网带传动系统及温控系统三大部分组成。炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段组成。网带传动系统由耐高温网带、传动装置等组成。网带的运行速度通过变频器调节,配置有数显式网带测速装置;可直读网带速度;温控系统由热电偶.数显式智能PID调节器和可控硅组成,形成闭环控制系统,可实现自动精确控温.
加热元件采用FEC陶瓷加热板或陶瓷发热棒,温控系统采用日本进口多段智能程序温度控制仪控制,按要求可配置数据通讯接口,变频无级调速,耐热钢网带传送,大包角张紧轮设计理念,确保了产品输送平稳。
功能用途:
达克罗网带炉涂覆生产线
达克罗网带炉涂覆生产线 涂层工艺性极佳: 涂层厚薄均匀,具有银灰色的表面,光洁柔和、色泽自然,可以代替电镀锌、电镀镉、热浸锌、热喷锌、钝化、机械镀锌、锌基合金镀锌、氧化、磷化等多种传统的表面处理工艺,也是喷涂工艺的前处理,使油漆不会产生脱落,表面达到镜面状态,特别对汽车、摩托车等外观。
其他答案1:
网带炉它是利用机械传动间歇前进的网带将工件通过温控的加热区,然后达到热处理工艺要求的炉型统称为网带炉。
其他答案2:
是由网带将零件实现炉内连续输送的热处理炉,零件放在网带上。
最佳回答:
一、1200度高温烧结炉的工作原理 :
1、高温烧结炉加热室用耐火材料及碳化硅、氧化镁、氧化铝等制成,电热丝为镍铬合金丝。马弗炉外部由铁板制成,涂以皱纹漆。炉门上有一小孔,嵌以透明的云母片,可以窥视炉内情况。炉门紧闭,开关方便,马弗炉使用时需配备自动定温控制器和热电偶。
2、自动定温控制器是应用一个电子管高频振荡电路,其中的储能线圈由于耦合储电器的适当配合,使其固定于某一震荡频率,储能线圈附有定温指标,并有大型热电偶温度计,明确指示高温炉的温度,其指针上有一金属小旗,当炉温升到所需的温度,温度指标的小旗与储能线圈相耦合时,振荡电流随机停止,电子管板极电流因之变化,令其操纵一个极灵敏的继电器,再以此控制一强力继电器来切断电热丝的电流,使温度不再上升,当温度下降时,指针的小旗与储能线圈失去耦合,电子管又恢复振荡,被控制的强力继电器亦同时恢复通过高温炉的电流,炉温又可渐升,如此因电流的断续,已达到自动保持一定温度的目的。
二、组成部分:
1200度高温烧结炉由加热室、自动温控器组成。
知识点延伸:
在使用1200度高温烧结炉过程中欲改变所定的温度时,如温度由高变低,则需将电源切断,当高温计读数下降至新预定的读数以下时,可旋动控制键,使定温指标向左移至新预定温度读数上,然后再接通电源,如温度由低变高,则须捻动控制键,使定温指标向右移至预定温度读数上,使高温计读数继续上升即可。
其他答案1:
我们实验室用的就是1200度高温烧结炉,工作原理是热电偶将炉膛温度转换为信号传输给温控仪然后控制炉子的温度,主要的组成部分是发热元件、测温元件、炉膛、炉体等,买的洛阳亚博窑炉厂的设备,详细的你去问问他们吧。
最佳回答:
合盛隆立式真空烧结炉主要用于高速钢、冷热作模具钢、弹性合金、不锈钢、高温合金、磁性材料和钛合金的真空热处理。
最佳回答:
宝丰首饰设备做环保型的呀,不错的,技术很先进,价格不是很贵。
最佳回答:
你好,你在实验过程中是否使用了Fe2+相关试剂的,其中Fe3+可以与8-羟基喹啉在酸性条件下生成深绿色的络合物,你看看是否是制备过程中有哪点操作不当的~~
最佳回答:
烧结:压制成型后的粉状物料在低于熔点的高温作用下,通过坯体间颗粒相互粘结和物质传递,使气孔排除、体积收缩、强度提高,逐渐变成具有一定的几何形状和强度的过程。
烧结的目的是把粉状材料转变为致密体,并赋予材料特有的性能。
烧结炉是用来烧结的。主要是真空热压烧结炉和放电等离子体烧结炉(SPS)等。可以将粉体直接烧结成型。










Leave A Comment