




 QQ咨询:260200500
QQ咨询:260200500
188**2388**4972 183**2075*2093 杨小姐























烘箱用途
采用电加热对丝网印刷,喷漆,电镀以及印刷电路等行业的烘干,除湿等工艺,还可用于食品,纺织品,压铸小件等工业的干燥,烘烤,喷漆工件烘干,固化工件,烘干工作,西淋瓶,安瓿瓶,化妆品用瓶,制药玻璃制品瓶和中药信其它物料连续烘干灭菌。工作场所整洁,生产效率高,是目前我国制药厂,中药厂,饮料厂,日用化工厂必不可少的设备之一。
烘道种类:
有热风循环烘道,红外热风高温烘道,红外线烘道,热风循环烘道等等。不同烘道有不同的工艺,实现不同的适用范围和作用。例如红外线烘道广泛应用于丝网印刷,喷漆,电镀以及印刷电路等行业的烘干,除湿等工艺,还可用于食品,纺织品,压铸小件等工业的干燥,烘烤等。
流水线烘道工作原理:
电加热平板线烘道采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环,箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用安全,方便,环保,节能等优点。
流水线烘道技术要求:
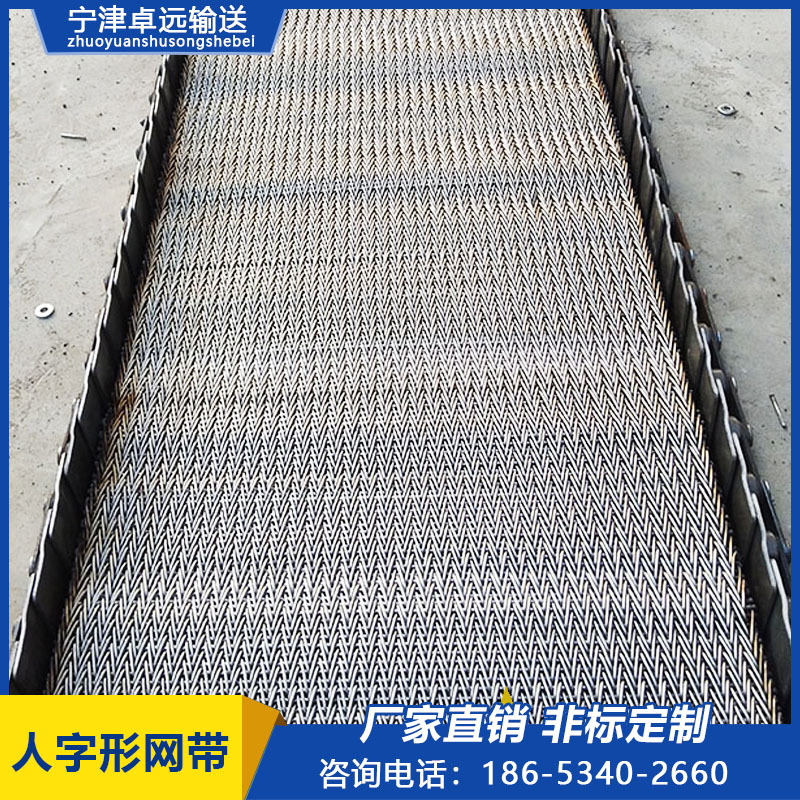
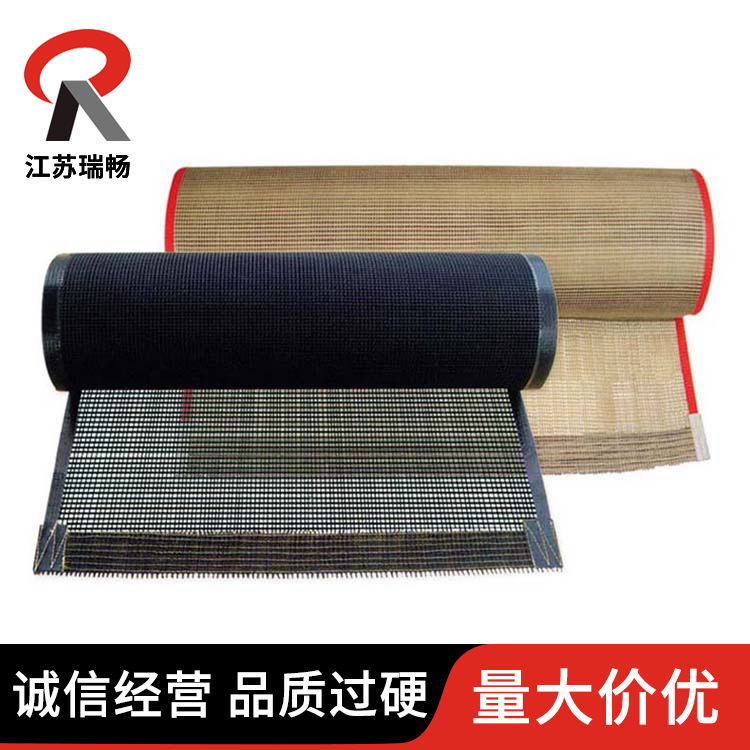
烘道内采用优质镀锌板(不锈钢板),外壁采用优质成型钢板制作,大梁用后成型钢板制作,保湿层采用纤维石棉保温,电加热管为耐高温不锈钢无缝管钢管,结晶氧化镁粉做绝缘,风机采用低噪声高压离心风机,保温采用硅酸铝纤维棉网带为优质铁氟龙耐高温网带,不锈钢网带等。
另有控制器,调整器,低压电器控制系统部分,
(烘道,流水线烘道产品可以更具客户要求定做,提供图纸,电压,功率,尺寸)
高温烤箱最高温度50-200度,可根据你所烘烤产品的需要任意调节温度,并配有报警定时系统,操作间单,自动化程度高
一、 烘箱用途:
该烤箱主要适用干燥架不大于450X1000X1450mm的制作中。烤箱常用温度一般为120℃左右。
二、 主要技术指标:
干燥架最大尺寸mm
温度调节:500*4500*1000
MM 常温0-200℃
电源: 220V/50HZ
发热管功率: 8 KW
外形尺寸: 630×1200×3000mm
三、 烤箱的安装和操作:
烤箱要按标志处接地,接电源处要安装保护开关,开关离烘箱不要超过2米。接通电源后,打开烘箱电源开关,电源指示灯亮,将温控器预制在所需的温度。打开加热开关,烘版指示灯亮。当箱内温度达到所预制温度时,烘版指示灯灭,这时可拉开抽屉烘架,将所需干燥的产品放在烘架上然后推入即可。该烤箱最多可同时烘五十块网版。温度并且自动控制。
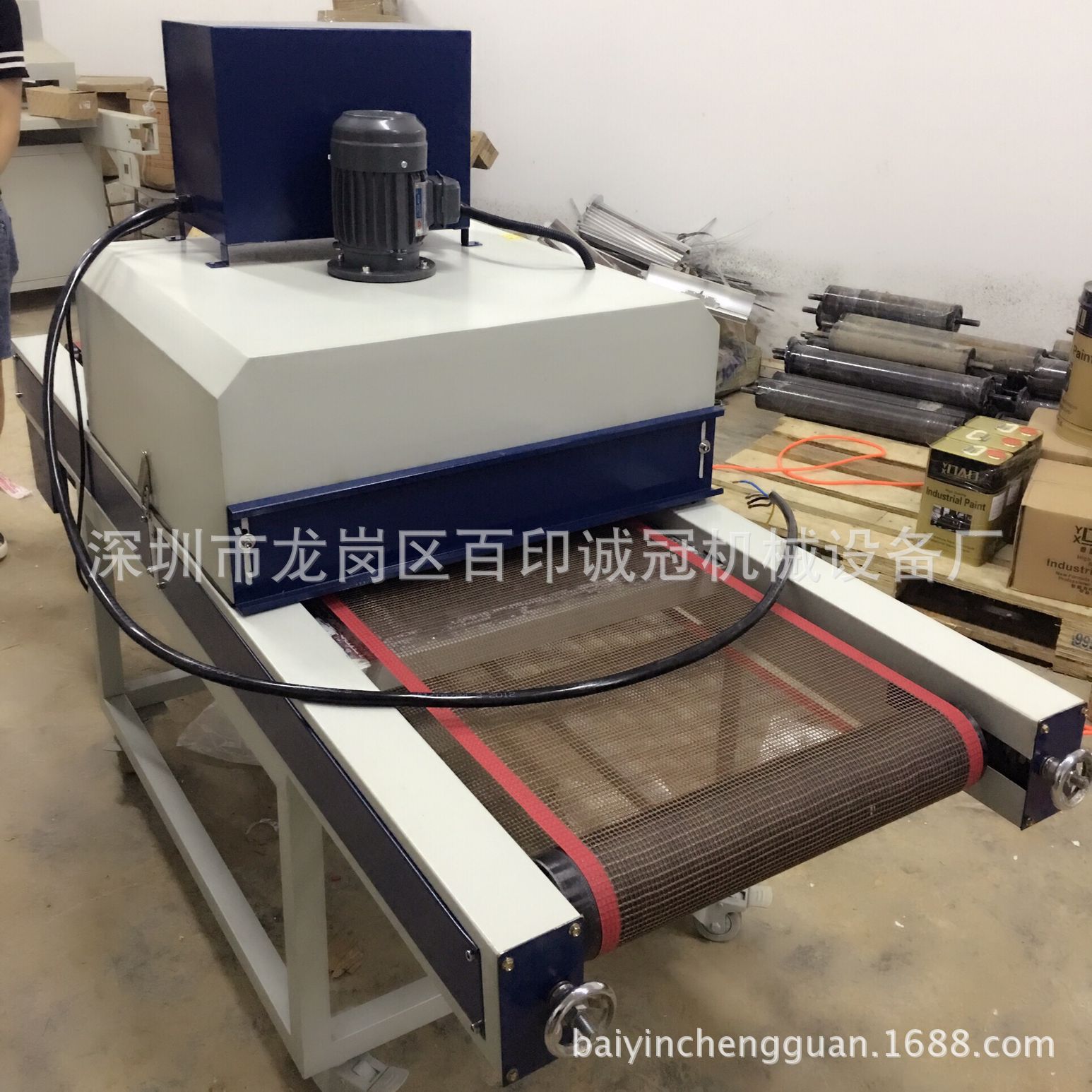
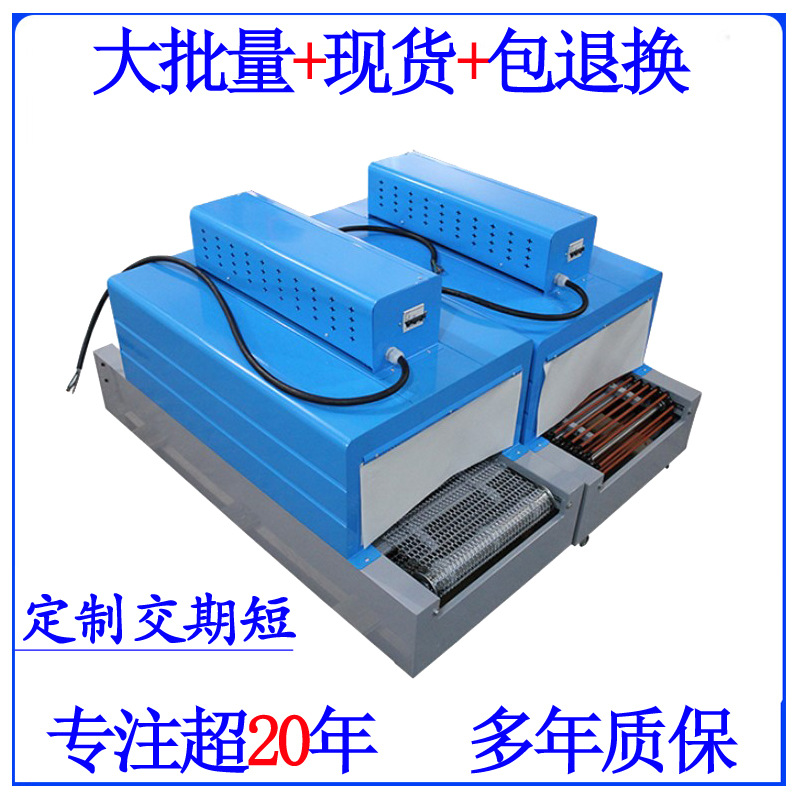
隧道式烘干炉简介:
一、组成:
该隧道式烘干炉主要由:输送系统、热风烘干系统、自动温控加热系统、循环风机匀风系统、除雾系统、电器控制系统等组成一.
隧道式烘干炉描述:
隧道式烘干炉为继电器控制全自动形式,除人工装卸工件外,其它工艺工序过程全部自动完成。人工将要烘干的工件放在输送带上,输送系统自动按顺序将零件依次送往各工序段,对工件进行烘干、冷却后到达下料工位,整个烘干过程即完成。整机设计合理,外装美观占地小易拆方便维修。
二、输送系统
隧道式烘干炉输送系统由摆线针轮减速机、输送带、主传动轴、被传动轴等组成。输送带视具体情况可采用不锈钢网带、铁氟龙网带、PVC网带、滚筒等各种各样输送带。( 材质根据客户实际情况来定)。输送带输送速度在0~6m/min连续无级可调。
三、热风烘干系统
系统由循环风机、电热管、温度探头、温控仪等组成。循环风机使烘干箱内的热空气均匀,避免物体表面受热不均,来自加热器的热风(常温~250℃可调)均匀吹向输送的工件,加快工件无水干燥。
四、除雾系统
本机采用抽雾风机抽吸炉内雾汽,经外接管道排到室外。
五、电器控制系统
采用继电器半自动控制,设备所用低压电器元件均采用国产优质名牌产品。进出料端设急停按钮,防止出现意外情况,不能及时停机,提高设备的安全性能。电控柜设有双色灯表示设备正常运行、故障两种状态。
最佳回答:
铝合金产品压铸CNC加工后
1 操作要求带白布手套作业,
2 用纯水清洗所有油污,铝削,(注意倒扣,密封环槽,牙孔),
3 风枪吹干水渍(注意倒扣,密封环槽,牙孔),过高温隧道炉(温度和时间及速度要自己把握)
4 纸箱里套防锈薄膜胶袋,对角放防潮珠各一包,然后整齐放入产品,在斜对角放防潮珠各一包,胶袋扣对折好,封好纸箱,
5 贴标入库。
其他答案1:
应该是氧化生锈了吧。
你用的切削液是不是腐蚀性高啊?
其他答案2:
你使用的脱模剂和切削液发生了化学反应,大多是脱模剂有问题
其他答案3:
你所使用的切削液防锈性能不怎么好,请快速的换个牌子的切削液使用吧,
来源于:东展新博切削液
其他答案4:
跟换你的切削液 或者 使用切削油
其他答案5:
进仓前上防锈油和包装油纸!
最佳回答:
用粗皮刀好些,就是你说的波纹刀,比如12mm的刀 开外行6mm/刀,进给2000,转速6000;挖槽4mm/刀,一样的进给转速,随便跑
最佳回答:
这是典型的阴阳面.我04年买的一台台湾三菱机到06年就出现了和你说的一样的情况!是机床出现的问题!叫维修人员来看看!
我是看见三菱机就火来了!你知道后来出现什么情况吗.有次我加工一个圆形的铜公.最后加工出来变成了椭圆!我当时是哭笑不得.
后来就把那鸟机给卖了!真是郁闷!
你试着在程式的坐标上面加个P05.1Q1看能不能解决!
其他答案1:
1\ 机床的定位和重复精度有点问题
2、机床的刚性不太好
3、64S属于60系列的系统
其他答案2:
震刀的话,找个大刀,就可以解决了
有时铣有时没铣,坐标程式装夹问题
其他答案3:
你有没有加拐角减速?如果加了的话就很可能是你机台光栅尺出问题啦;你去检查一下你机台光学尺有没有问题。
其他答案4:
好长的提问~无时间看
最佳回答:
资料不全,根据这个图片分析,应该是切削液导致的,铝合金对PH值碱性的比较敏感,一般加工后需要用清水稀释工件表面残留的切削液浓度,然后将表面水分吹干或者烘干。
最佳回答:
一般的来说,铝合金放置在一周以内,不会氧化。(当然要环境要保持干燥通风。。。。)。表面氧化发黑,要去除油用化学浸蚀就可以把氧化去掉。化学浸蚀有有种,酸性和碱性的。 酸性的用50%的硝酸,在加一点点氢氟酸,浸泡0.5-1分钟,就去掉了。碱性的:50-100g/L的氢氧化钠,加温50-60度,浸泡0.5-1分钟就去掉了。 以后铝合金长时间放置,需要做一下皮膜或者钝化。 如果需要的话可以再联系我吧。
其他答案1:
用百洁布擦掉表面氧化层是最经济的做法
其他答案2:
可以用中央化学的铝合金的清洗剂(碱性)
最佳回答:
宏达威除油清洗剂含有对铝材的缓蚀剂,用于各种型号的铝合金,对铝合金安全无腐蚀。
最佳回答:
不要粘水,如果已经发霉,去做个氧化处理 ,我们也压铸,方便的话留个QQ
其他答案1:
保持仓库干燥通风 !
最佳回答:
不是发霉,因为铝合金中没有可供霉菌生长的物质。你所看到的“霉”,是铝合金成分的氧化物。压铸铝合金成形时并非采用熔融方式,晶粒间有微小空隙,腐蚀性气体(包括含有二氧化碳的潮气)极易沿此空隙侵袭,造成腐蚀。受腐蚀后,铝的氧化物以粉末状、纤维状形态呈现,加之铝合金中铜等元素氧化物的色泽,看起来就像发霉了一样。不信可以将“霉菌”放在显微镜下观察以鉴定。
其他答案1:
铝合金压铸品发霉的原因:应该是被汗水或其他东西污染,所以发霉。
可通过保持清洁避免发霉。
其他答案2:
压铸铝发霉,长白点,那就像铁生锈,可以用安富尔公司的“压铸铝脱氧剂”去除,如果你想存放长期不氧化,可做钝化处理,具体你搜一下深圳安富尔这公司,可彻底帮你解决。
铝压铸件没有经过加工放一段时间就会被氧化发霉.怎么处理,我公司是铝压铸件再加工的,刚打过来的压铸件放一段时间就会氧化发霉,我想问一下怎样放置保存比较不容易氧化发霉,如果发霉了要怎样才能将霉斑去除干净?
其他答案1:
铝是个非常活泼的金属。如果在潮湿的环境或本身沾有腐蚀性的物质都会加速铝压铸氧化发霉。那么对症下药的方法就是:一、及时、彻底的清洗干净,包括工件表面的油污、轻微的氧化霉点(这时候,不仔细看,肉眼还看不出来);二、清洗之后,马上做个防氧化处理。需要注意的是目前铬酸已经禁用了,需要使用飘洁无铬无氰钝化剂才能符合环保要求;三、防氧化烘干之后的工件,需要放在干燥通风地方,并定期查看。
如果工件不慎潮湿或遇水了,请在第一时间再做一次清洗和防氧化处理,这样工件还可以焕然一新。如果不加理睬,任其发展,那么一个个霉斑就会疯长,腐蚀工件,这个时候就是华佗在世也无能为力了。
有很多人说,这多麻烦呀,又是清洗,又是防氧化的,成本也增加了。咋一听,好像很有道理。但是偷懒减料的后果就是我们前面介绍的情况。到头来,失了信誉又失钱。记住,既合理又严格的清洗和防氧化工艺是保证品质、降低综合成本的最佳途径。










Leave A Comment