





| 产品规格及说明 | |
|---|---|
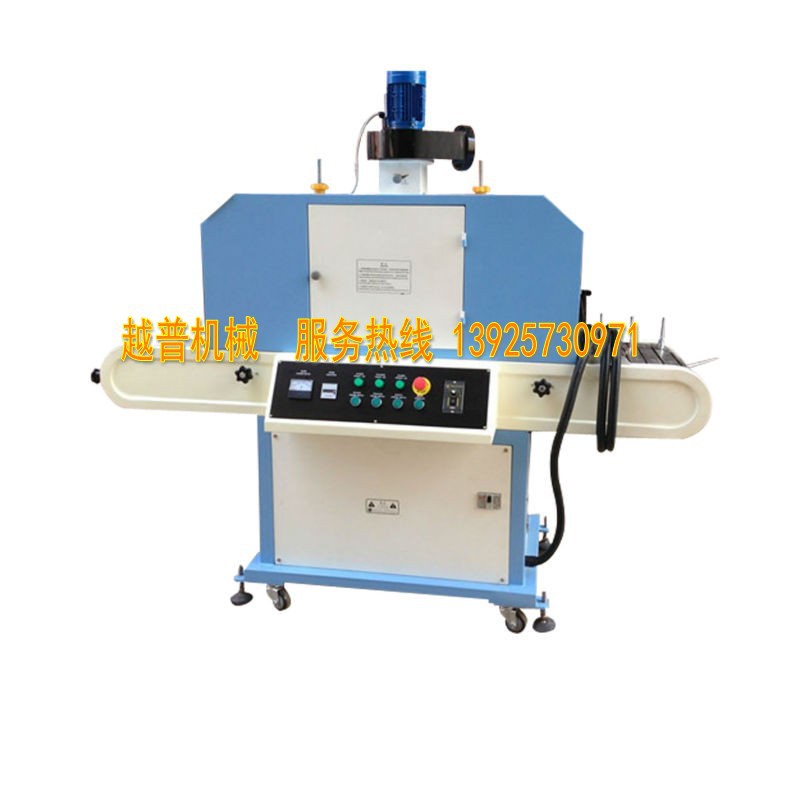
| 设备品牌:帝龙 | 设备型号:DL_A1854 |
| 订购价格:电话/面议 | 交货日期:3~30/工作日 |
| 产地:深圳 | 是否进口:否 |
| 加工定制:是 | 重量:268(Kg) |
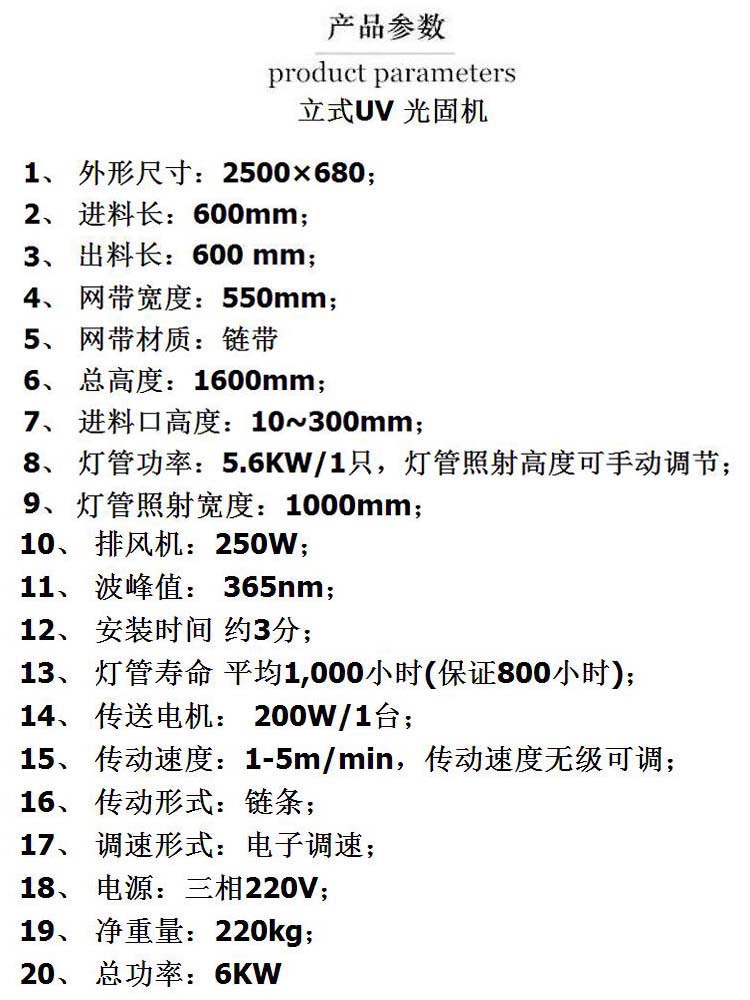
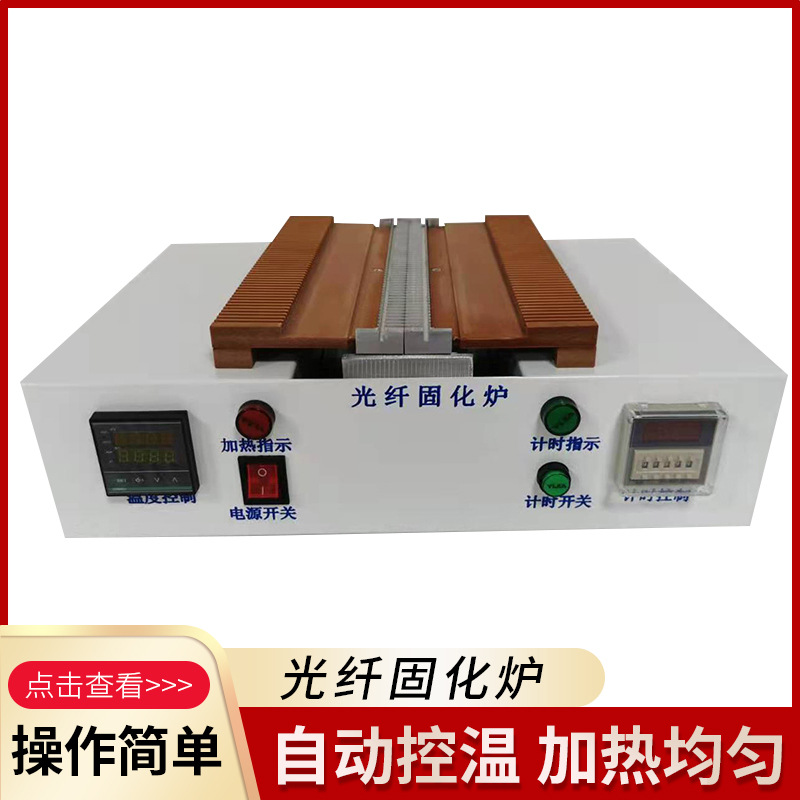
| 用途:烘干UV固化 | 外形尺寸:400*2200mm |
| 规格:400mm*2200mmUV机,600mm*2500mmUV机,全进口UV固化灯 | |
| 产品标签:uv机固化炉,uv光固化炉,式uv固化炉,uv固化设备,uv光固化机,式360度旋转,瓶子uv固化机,紫外线光固化机,紫外线uv固化机,厂家直销紫外线,紫外线uv固化炉,uv紫外线光固化机,uv机固化炉紫外线,紫外线uv光固化机,厂家直销uv光固化机 | |
| 咨询热线:13715339029 | 售后服务:13715339029 |
| 技术咨询:13715339029 |  QQ咨询:260200500 QQ咨询:260200500 |









最佳回答:
一般都是 紫外光固化 UV灯 自由基聚合 分工艺而已 丝网 辊涂 胶印 喷涂 采纳
最佳回答:
1、光固化是指2113涂料成份中的单体或预5261聚体在汞灯的紫外线作用下4102发生交联聚合反应.单体在紫外光作用下可以直接引1653发聚合,但聚合速度较慢文献来源与"光固化" 相关的学术图片
图3丙烯酸聚氨酯光固化后树脂的溶胀曲线 Fig.3 Swollen curves for UV-cured urethane acrylate photopolymers更多>>"光固化" 在工具书中的参考阅读
光聚合紫外线"光固化" 在CNKI文献中的参考阅读
光聚合紫外线热点年份中 "光固化" 的相关高频被引文章
2005可见光固化齿科充填复合树脂挠曲强度研究李之轶,许乾慰 – 被引次数 5 次紫外光固化涂料的发展状况肖思煜 – 被引次数 3 次立体光固化快速成形用光敏树脂赵与越 梁延德 刘利 – 被引次数 5 次高分辨率快速成型系统的光固化实验研究胥光申 赵万华 卢秉恒 – 被引次数 2 次2003紫外光固化胶粘剂组成与应用蒋龙平,李润卿,刘翠华 – 被引次数 8 次Dyract flow流动复合体和光固化窝沟封闭剂3年效果评价谢富强 – 被引次数 7 次脂肪族聚氨酯紫外光固化涂料的研制杨康 孟军锋 李洁 – 被引次数 10 次紫外光固化粉末涂料张华东 张俊 – 被引次数 7 次2001紫外光固化涂料的研究现状白新德,查萍,尹应武 – 被引次数 15 次混杂光固化体系的原理及应用陈明 陈其道 肖善强 洪啸吟 – 被引次数 16 次高支化碱溶性丙烯酸化聚酯的合成及光固化性能冯宗财 王跃川 – 被引次数 14 次紫外光固化掺铕(Eu~(3+))聚氨酯膜的制备与性能罗云婷 赵爱华 吴承佩* – 被引次数 11 次1997玻璃离子水门汀与光固化复合树脂联合修复楔状缺损疗效观察黄辉 – 被引次数 13 次可光固化星形超支化聚酯的合成与表征施文芳 – 被引次数 22 次光固化复合树脂修复对牙髓的影响王航 – 被引次数 13 次紫外光固化木器涂料性能研究──齐聚物对涂膜性能的影响奚惠兰 胡和丰 – 被引次数 16 次
其他答案1:
那是口腔补牙时用的光固化灯,加快材料凝固的。
其他答案2:
紫外光固化(UV固化)是辐射固2113化的一类,紫外线(UV)照射5261涂层,产生辐射聚合、辐4102射交联和辐射接技等反应。迅速1653将低分子量物质转变成高分子量产物的化学过程,固化是直接在不加热的底材上进行的,体系中不含溶剂或含极少量溶剂,辐照后液膜几乎100%固化,因而VOC(挥发性有机化合物)排放量很低。UV光固化体系分为自由基体系和阳离子体系,两者固化机理成分都有所不同。自由基体系是由光引发剂受UV照射激发产生自由基,引发单体和预聚物聚合交联;阳离子体系是由阳离子光引发剂受辐射产生强质子酸,催化加成聚合,使树脂固化.UV自由基固化经过以下步骤:
-
自由基光引发剂受到UV照射后,激发分解产生自由基:
-
链引发:引发剂产生的自由基引发树脂和单体分子的不饱和双键产生新的自由基。
-
链增长:由树脂和单体产生的自由基可以继续引发树脂和单体分子中的不饱和双键产生自由基,进行自由基连锁反应。
-
链终止:化学反应中,由于自由基含有未偶化电子,非常活泼,极易倾向于基他自由基偶合或发生酸化作用,使链反应终止。反应结果,生成高分子化合物,使胶液转变为固体。
最佳回答:
熔融沉2113积成型是通过将丝状材料如热塑性塑料、蜡或金属5261的熔丝从加4102热的喷嘴挤出,按照零件每一层的预1653定轨迹,以固定的速率进行熔体沉积。
光固化成型是使用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线、由线到面顺序凝固,完成一个层面的绘图,这样层层叠加构成一个三维实体。
两种技术的区别在于原材料不同、加工方式不同。熔融沉积是使用可熔性热塑材料,加热后挤出沉积成型;而光固化是需要特殊的材料,使用激光加热技术使之固化成型。
最佳回答:
3D打印技术类型:
1、FDM:熔融沉积快速成型,主要材料ABS和PLA。
熔融挤出成型(FDM)工艺的材料一般是热塑性材料,如蜡、ABS、PC、尼龙等,以丝状供料。材料在喷头内被加热熔化。喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结。每一个层片都是在上一层上堆积而成,上一层对当前层起到定位和支撑的作用。
2、SLA:光固化成型,主要材料光敏树脂。
光固化成形是最早出现的快速成形工艺。其原理是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长(x=325nm)和强度(w=30mw)的紫外光的照射下能迅速发生光聚合反应, 分子量急剧增大, 材料也就从液态转变成固态。
光固化成型是目前研究得最多的方法,也是技术上最为成熟的方法。一般层厚在0.1到0.15mm,成形的零件精度较高。
3、3DP:三维粉末粘接,主要材料粉末材料,如陶瓷粉末、金属粉末、塑料粉末。
三维印刷(3DP)工艺是美国麻省理工学院Emanual Sachs等人研制的。E.M.Sachs于1989年申请了3DP(Three-Dimensional Printing)专利,该专利是非成形材料微滴喷射成形范畴的核心专利之一。3DP工艺与SLS工艺类似,采用粉末材料成形,如陶瓷粉末,金属粉末。

4、SLS:选择性激光烧结,主要材料粉末材料。
SLS工艺又称为选择性激光烧结,由美国德克萨斯大学奥斯汀分校的C.R. Dechard于1989年研制成功。SLS工艺是利用粉末状材料成形的。
将材料粉末铺洒在已成形零件的上表面,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层材料粉末,选择地烧结下层截面。
5、LOM:分成实体制造,主要材料纸、金属膜、塑料薄膜。
LOM工艺称为分层实体制造,由美国Helisys公司的Michael Feygin于1986年研制成功。该公司已推出LOM-1050和LOM-2030两种型号成形机。LOM工艺采用薄片材料,如纸、塑料薄膜等。片材表面事先涂覆上一层热熔胶。
6、PCM:无模铸型制造技术
无模铸型制造技术(PCM,Patternless Casting Manufacturing)是由清华大学激光快速成形中心开发研制。该将快速成形技术应用到传统的树脂砂铸造工艺中来。首先从零件CAD模型得到铸型CAD模型。由铸型CAD模型的STL文件分层,得到截面轮廓信息,再以层面信息产生控制信息。
其他答案1:
FDM技术
FDM是“Fused Deposition Modeling”的简写形式2113,即为5261熔融沉积成型。这项3D打印技术于1988年被4102美国学者Scott Crump研制成功。通俗地来理1653解FDM技术,就是利用高温将材料融化成液态,通过可在X-Y方向上移动的喷嘴喷出,最后在立体空间上排列形成立体实物。FDM使用的原材料主要有聚丙烯、ABS铸造石蜡等。
3DP技术
3DP,也被称为粘合喷射、喷墨粉末打印。这种3D打印技术的工作方式和传统的二维喷墨打印最为接近。和SLS工艺相同,3DP技术也是通过将粉末粘结成整体来制作零部件,但是它不是通过激光熔融的方式粘结,而是通过喷头喷出的粘结剂来完成粘结工作。
SLS/SLM技术
SLS/SLM技术即为激光选区烧结/熔融技术。SLM 的思想最初由德国Fraunhofer研究所于1995年提出,技术思想和3DP技术类似,但是将粘接剂换为了激光束。
其他答案2:
1、FDM:熔融沉积2113快速成型,主要材5261料ABS和PLA
2、SLA:光固化成型,主要4102材料光敏树脂
3、3DP:三维粉1653末粘接。主要材料粉末材料,如陶瓷粉末、金属粉末、塑料粉末
4、SLS:选择性激光烧结,主要材料粉末材料
5、LOM:分成实体制造,主要材料纸、金属膜、塑料薄膜
6、DLP:数字光处理,主要材料液态树脂
7、FFF:熔丝制造,主要材料PLA、ABS
8、EMB:电子束熔化成型,主要材料钛合金
其他答案3:
3D打印技术在医学领域的应用,主要是通过采集需要打印物品的数据,利用三维成像建立一个数字模型,模型通过打印机逐层把物品堆加成型,而后为医学研究和治疗所用;它的凝合方式一般有三种。
其他答案4:
那钱的三底打印技术具体有哪几种类型类型有好多种。
最佳回答:
光固化式3D打印机基于光固化成型原理,不同于FDM机器使用线材,光固化3D打印机耗材是光敏树脂,成型精度636f13715339029a948206331f13715339029高,表面效果好,比PLA材质的模型表面更加光滑。根据所采用光源的不同,可以细分为SLA和DLP两种光固化机器。
首先来说下SLA,它采用的是激光照射光敏树脂的方式,类似于FDM,成型过程都是走轨迹。激光头依照模型切片生成的G代码,从点到面再到线,顺序扫描每一层模型切面。被激光照射到的光敏树脂迅速固化。为了实现高速扫描,激光经激光器产生经过XY两个垂直方向的振镜依次反射,再照射到树脂表面。类似机器有Form 1+,成型精度高,大部分的高精度工业级光固化机器都是采用SLA。
另一种DLP式光固化3D打印机速度就要快得多了,因为它的光源是来自投影仪或者LED屏。每次将一个模型的切面通过白光照射到树脂,未成型的部分是黑色,利用这种方式每次成型一个面,速度优势明显,但是精度要略低于SLA。它的打印时间只取决于索要打印模型的高度,而与模型数量以及体积无关。采用这种方式可实现小批量快速生产。
DLP式3D打印机又分为上投式和下投式,下投式即投影仪在下方,树脂槽底部透明,内侧覆盖离型膜或者硅胶,以避免模型固化在槽上,每次成型平台上抬一个层厚的距离。不过为了能够充分离型以及底部补充树脂,一般采用先升再降的方式,即如果以0.1mm层厚打印,先抬高5mm,再下降4.9mm。采用下投式离型膜及硅胶多次使用后容易损坏,因此也属于耗材,B9就属于这类机器。上投式的优点是没有离型的问题,每次成型面均在液面,成型后模型浸在树脂内。LumiPocket但是这种方式也会有问题,树脂表面张力会影响成型层层厚及成型效果,因此工业级的DLP会多一个刮板装置。每次成型平台下降时,刮板都会将液面刮平,以减小树脂表面张力的影响。
其他答案1:
光固化3D打印机是光敏树脂材料通过DLP投影出来的光照射后进行固化处理,光固化卡特3D打印机在原有固化面上进行层层叠加起来即成为您想要的三维立体模型kate004。
最佳回答:
SLA的工艺过程:光固化成2113型的制5261作一般可以分为前处理、原型制4102作和后处理三阶段。(16531)前处理阶段主要是对原型的CAD模型进行数据转换、确定摆放方位、施加支撑和切片分层,实际上就是为原型的制作准备数据。(2)光固化成型过程是在专用的光固化快速成型设备系统上进行。早原型制作前,需要提前启动光固化快速成型设备系统,使得树脂材料的温度达到预设的合理温度,激光器点燃后也需要一定的稳定时间。(3)1、清洗模型,去除多余的液态树脂。2、去除并修整原型的支撑。3、去除逐层硬化形成的台阶。4、后固化处理。 本文由湖南华曙高科手板模型小编整理完成。
最佳回答:
1) 斜支撑2113: 主要用于支撑悬臂结构部分, 它在成型过5261程中为悬臂4102提供支撑, 同时也约束悬臂的翘曲变形。1653
2) 直支撑:主要用于支撑腿部结构。
3) 腹板:主要用于大面积的内部支撑。
4) 十字壁板:主要用于孤立结构部分的支撑。
其他答案1:
Stereo lithography Appearance的缩写来,即立源体光固化bai成型法.Stereo lithography Appearance的缩写,即立体光固化成型法.用特定波长与强du度的激光zhi聚焦到光固化材dao料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体.

其他答案1:
硅树脂有长温自干型和高温固化型,为加速固化可加入少量二乙烯三胺或三乙烯四胺,漆膜逐步开始变硬就算开始固化,











Leave A Comment