




 QQ咨询:260200500
QQ咨询:260200500上述标注的价格为参考价
详细价格咨询客服或者电联13715339029为准哦


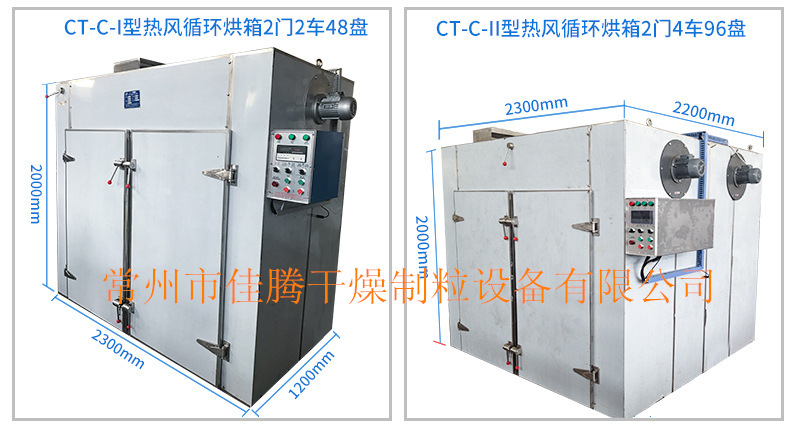
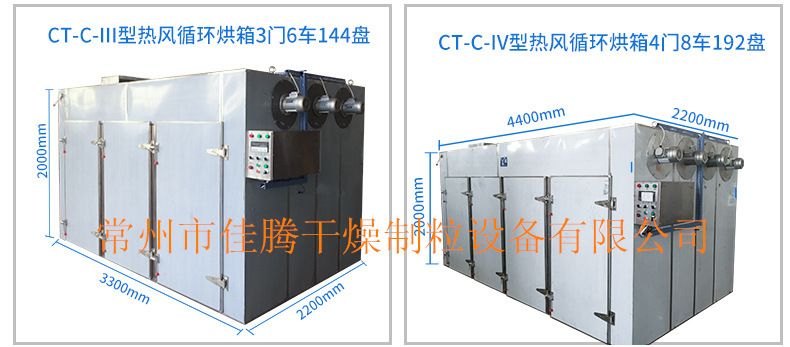
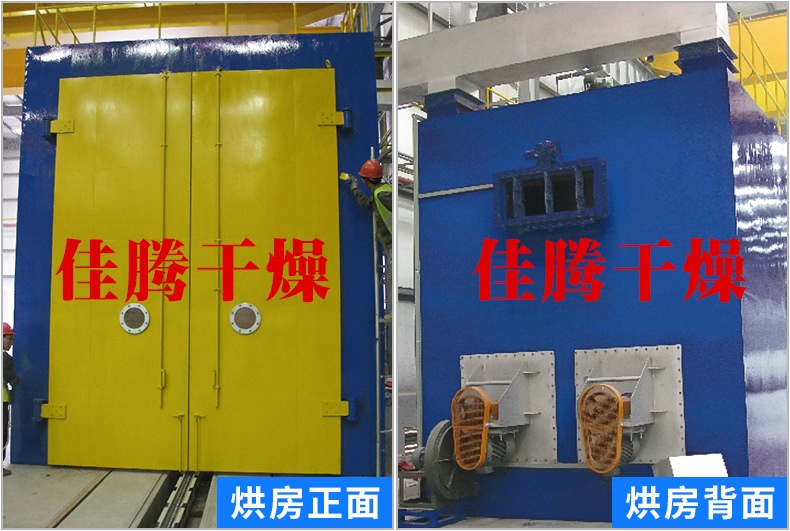
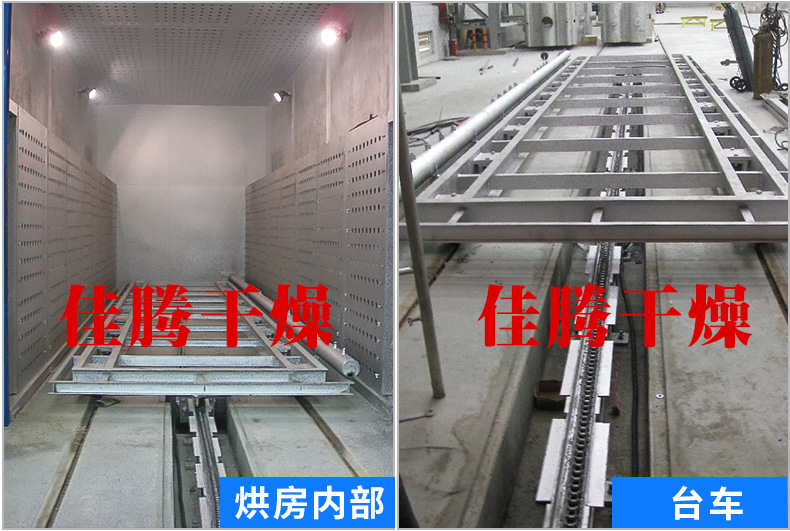
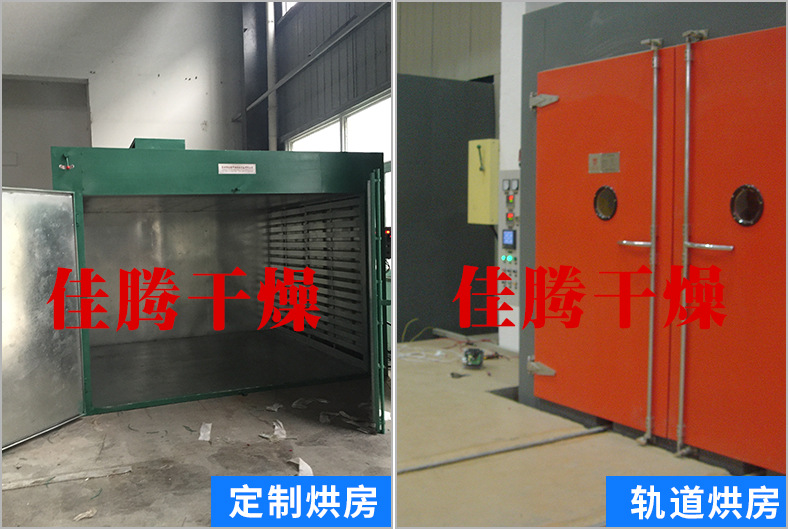
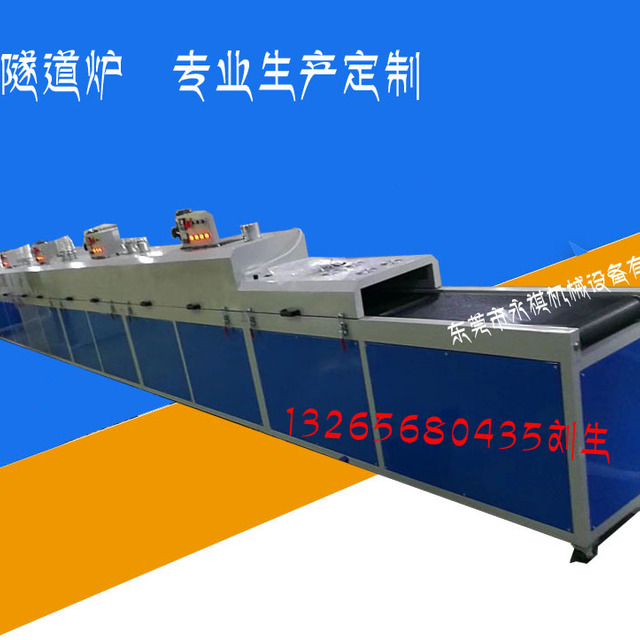
热风循环烘箱一般有加热管,有循环风机的烘箱都可称为热风循环烘箱,因为不管烘箱什么结构,风向水平还是垂直,归根到底都是热风在里面循环,所以都可通称为热风循环烘箱,如电热鼓风烘箱,对开门高温灭菌烘箱等。但是一般行业中所称热风循环烘箱大多数还是特指如上图所示的烘箱,其它烘箱都是由上图烘箱演变而来,比如有了高温灭菌的要求,风机改成风冷规范化的环风机,前后开门,风道也作出了改变,就变成对开门高温灭菌烘箱。图所示热风循环分为五种标准型号。分别是单门单车,两门两车,两门四车,三门六车,四门八车。
工作原理
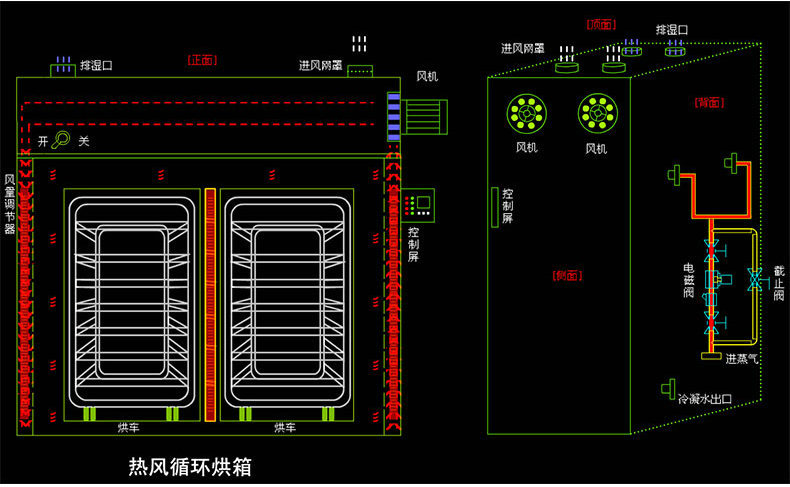
热风循环烘箱空气循环系统采用风机循环送风方式,风循环均匀高效。风源由循环送风电机(采用无触点开关)带动风轮经由加热器,而将热风送出,再经由风道至烘箱内室,再将使用后的空气吸入风道成为风源再度循环,加热使用。确保室内温度均匀性。当因开关门动作引起温度值发生摆动时,送风循环系统迅速恢复操作状态,直至达到设定温度值。
产品概述
CT-C型系列热风循环烘箱配用低噪音耐高温轴流风机和自动控温系统,整个循环系统全封闭,使烘箱的热效率从传统的烘房3-7%提高到目前的35-45%,较高热效率可达50%。1990年由国家医药管理局发布了行为标准,统一型号为RXH。
应用范围
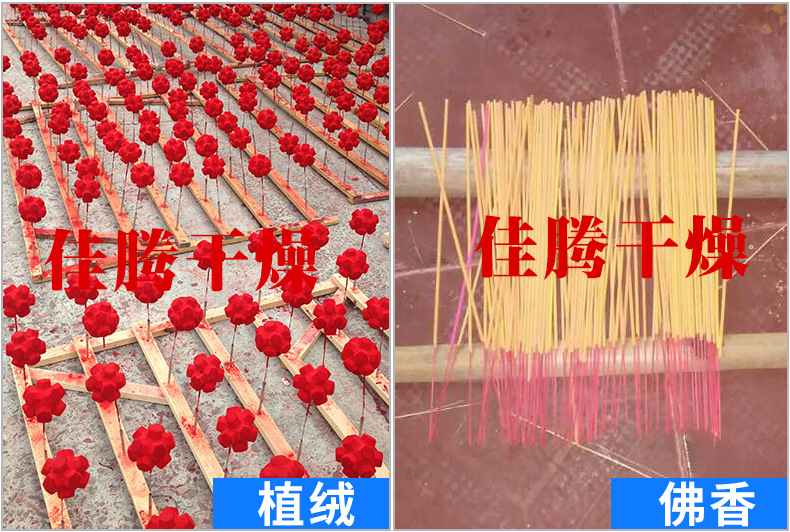
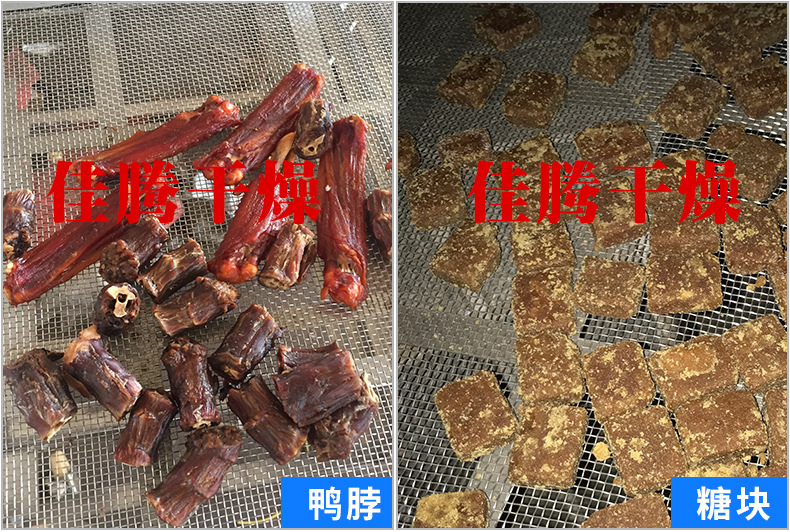
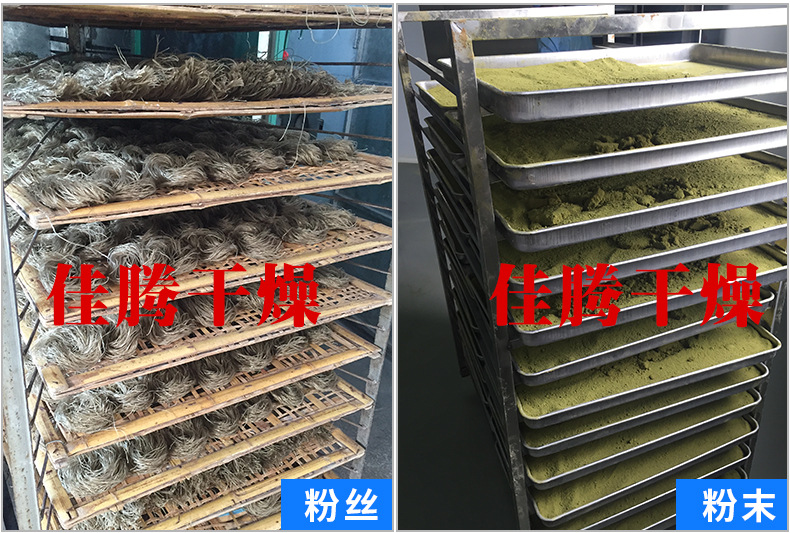
适用于制药、化工、食品、农副产品、水产品、轻工、重工等行业物料及产品的加热固化、干燥脱水。如原料药、生药、中药饮片、浸膏、粉剂、颗粒、冲剂、水丸、包装瓶、颜料染料、脱水蔬菜、瓜果干、香肠、塑料树脂、电器元件、烘漆等。

| 通称型号 |
每次干 燥量 (kg) |
配用 功率 (kw) |
电加热 功率 Kw |
蒸汽加热 器面积 (m2) |
风量 m3/hr |
上下温 差 ℃ |
配用烘 盘只 |
外形尺寸 宽*深*高 |
配套烘 车 |
重量 kg |
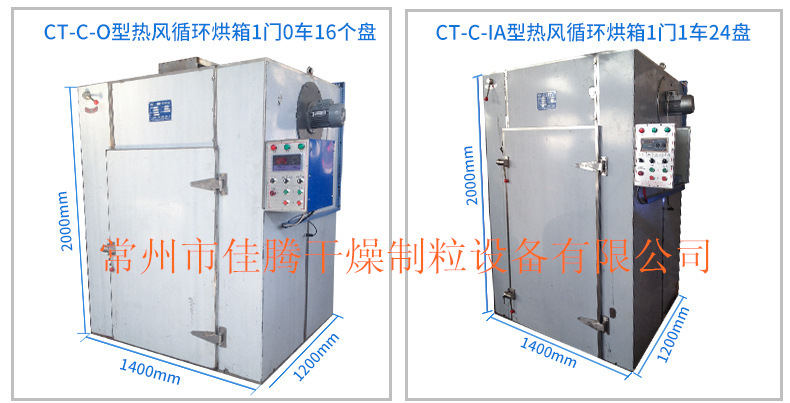
| CT-C-0 | 30 | 0.45 | 9 | 10 | 3450 | ±2 | 16 | 1400×1200×1700 | 0 | 600 |
| CT-C-IA | 60 | 0.45 | 12 | 15 | 3450 | ±2 | 24 | 1400×1200×2000 | 1 | 800 |
| CT-C-I | 120 | 0.45 | 15 | 20 | 3450 | ±2 | 48 | 2300×1200×2000 | 2 | 1400 |
| CT-C-II | 240 | 0.9 | 30 | 40 | 6900 | ±2 | 96 | 2300×2200×2000 | 4 | 1800 |
| CT-C-III | 360 | 1.35 | 45 | 80 | 10350 | ±2 | 144 | 2300×3200×2000 | 6 | 2300 |
| CT-C-IV | 480 | 1.8 | 60 | 100 | 13800 | ±2 | 192 | 4460×2200×2000 | 8 | 2800 |
以上数据仅供选型时参考,我公司保留更改上述数据的权利,如有变动,恕不另行通知。
有关说明:
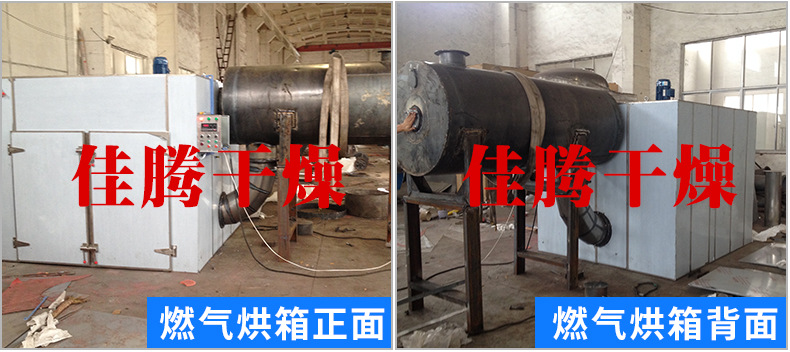
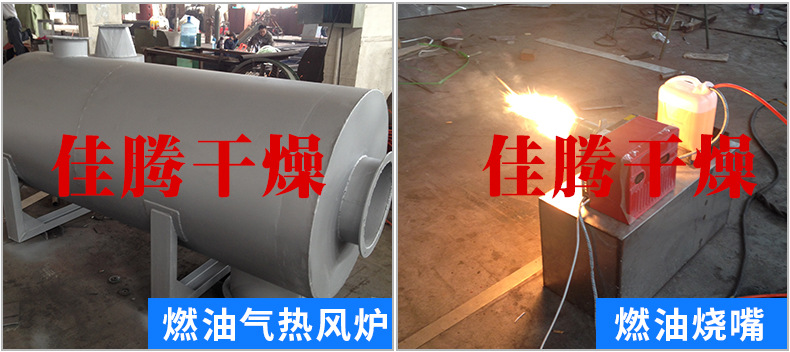
1、加热热源:蒸汽、电加热、电蒸汽两用、燃煤(柴)热风炉、燃气热风炉、燃油热风炉、电 热风炉两用型等,供用户选择。
2、使用温度:蒸汽加热50~140℃,可达 150℃;电加热温度50~600℃。使用温度大于 140℃或小于60℃;要在订货时注明。
3、备有自控系统和电脑控制系统供用户选择。
4、常用蒸汽压力0.2~0.8MPa。
6、配用电加热按CT-C-1型计算15kw,实用5~8kw。
7、特殊要求在订货时表明。
8、非标烘箱价格面议。
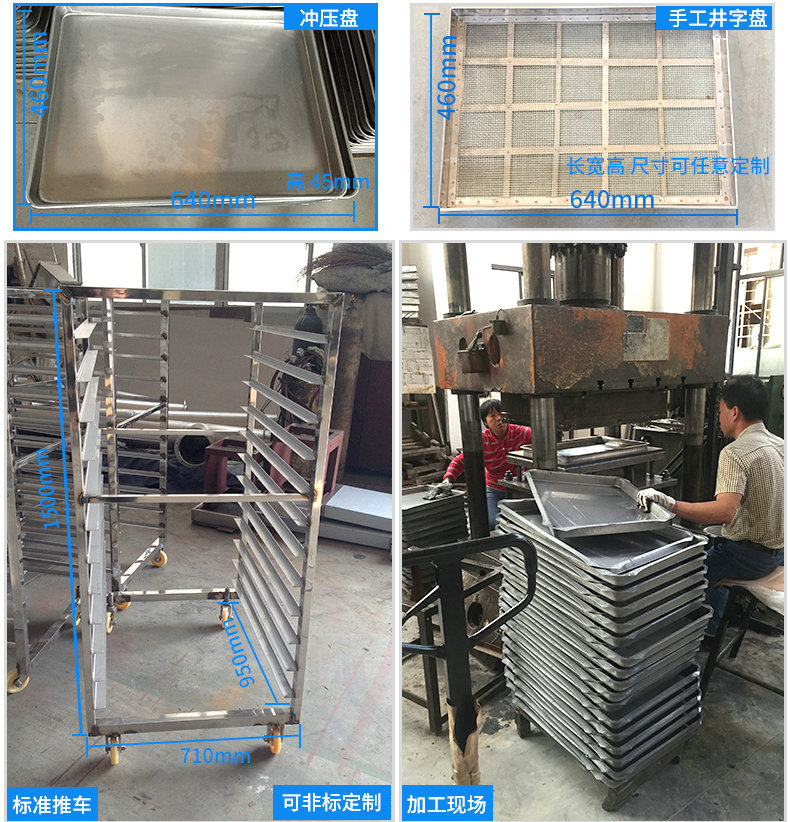
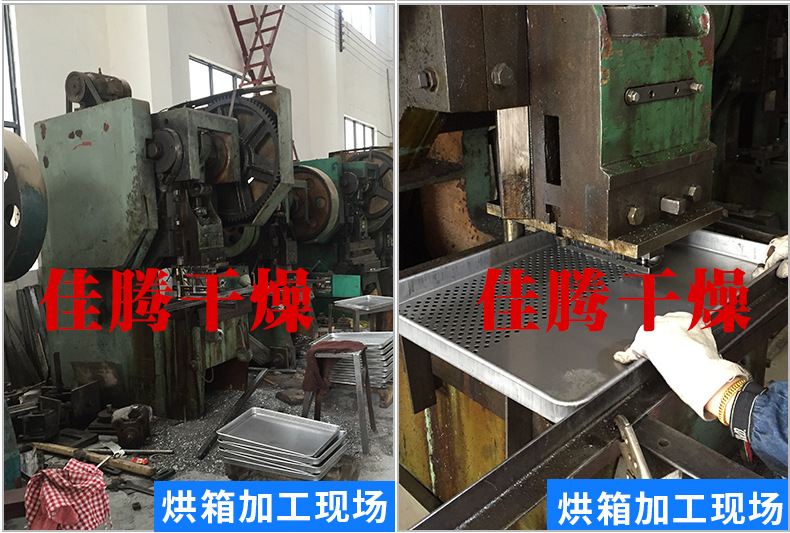
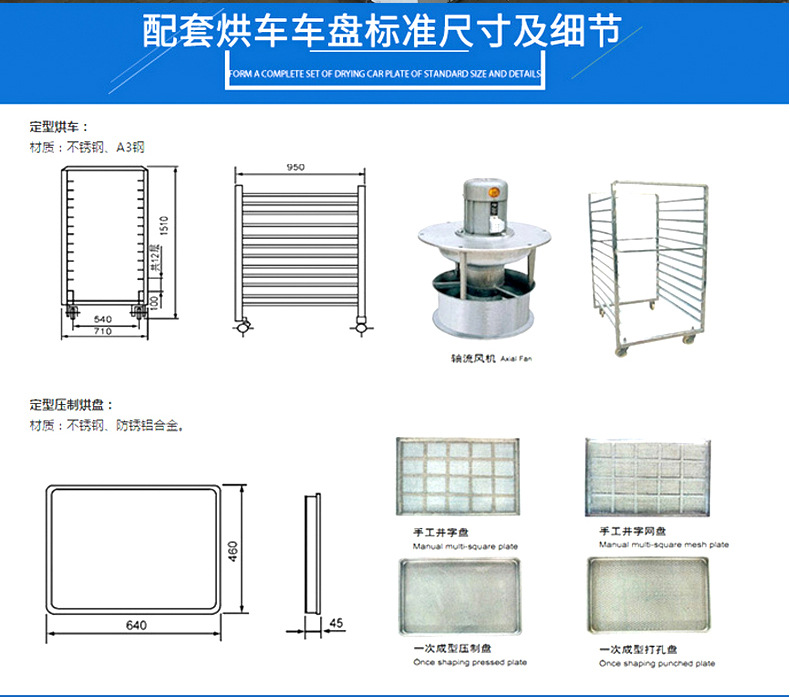
9、本厂生产烘车,烘盘尺寸统一、可以互换。烘盘尺寸:460×640×45㎜。
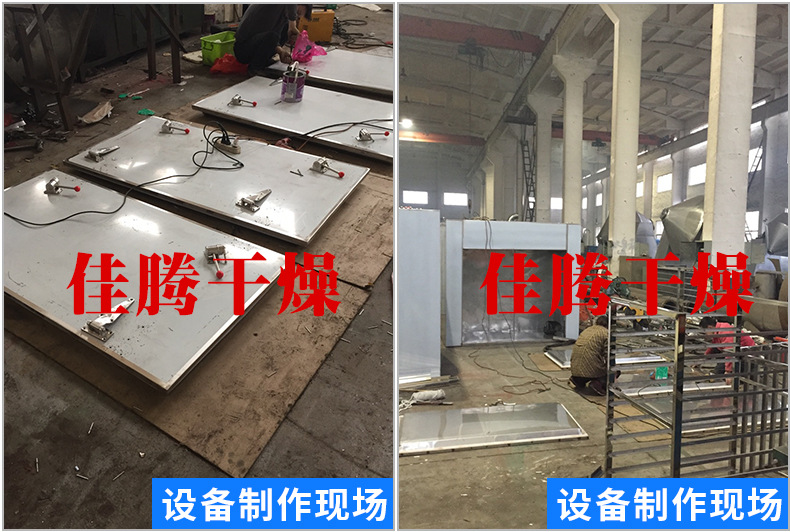
材质种类:
箱体外壁有:A3钢、镀锌板、不锈钢;
内壁材质有:镀锌板、不锈钢;
烘车材质有:A3钢、不锈钢;
烘盘材质有:不锈钢、镀锌板、铝盘。












































其他答案1:
静电粉末喷涂工艺原理:用静电喷粉设备.把粉末[wiki]涂料[/wiki]喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;喷涂效果在[wiki]机械[/wiki]强度、附着力、耐[wiki]腐蚀[/wiki]、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。
1、前处理目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂涂层附着力的“磷化层”。 主要工艺步骤:除油、除锈、磷化、钝化。工件经前处理后不但表面没有油、锈、尘,而且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又能增加喷塑层的附着力 —– 2、静电喷涂目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置)应该采用高性能的静电喷塑机来完成喷涂。 工艺步骤: 利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收,过筛后可以再用 3、高温固化目的:将工件表面的粉末涂料加热到规定的温度并保温相应的时间,使之熔化、流平、固化,从而得到我们想要的工件表面效果。 工艺步骤: 将喷涂好的工件推入固化炉,加热到预定的温度(一般185度),并保温相应的时间(15分钟);开炉取出冷却即得到成品。 提示:加热及控制系统(包括电加热、燃油、燃气、燃煤等各种加热方式) + 保温箱体=固化炉. 4、装饰处理目的:使经过静电喷涂 后的工件达到某一种特殊的外观效果如:各种木纹、花纹、增光等。 工艺步骤:罩光;转印等处理工艺 。
其他答案1:
宝山漆 指导意见:
可以!油漆的作用有防锈防腐蚀和装饰,为什么一般铝板表面不油漆是因为铝比较难氧气和腐蚀,加上白色也不难看所以不油漆!但是你如果喜欢别的颜色当然可以油漆!?
其他答案2:
可以的 为了美观防锈 不过达不到不掉漆的要求
其他答案3:
可以!油漆的作用有防锈防腐蚀和装饰,为什么一般铝板表面不油漆是因为铝比较难氧气和腐蚀,加上白色也不难看所以不油漆!但是你如果喜欢别的颜色当然可以油漆!?
其他答案4:
你有见过铝板上油漆么?没见过应该就不可以吧 要不然铝板也不会只有单一那个颜色了
最佳回答:
看你是什么环境下使用铝板,如果是高温当然喷耐高温的最好了,如果是正常环境那就普通漆就可以了,容不容易掉还看你喷的好不好,这个有专门的教程的你可以找找,一般是先喷底漆再喷面漆最后是光油,这样下来会很牢固的,一般都不容易掉。
其他答案1:
需要刮灰后用汽车的磁漆要好一些,去汽车修理的地方看看吧!
其他答案2:
你是不是没砂啊 要先砂下再上漆 要不你什么漆都会掉
最佳回答:
1铝塑板上可以喷漆。但是效果不理想,喷上漆也不好看,而且没有吸附力那么好的漆,以后还会脱落。
2.铝塑板本身种类丰富,选用的时候应该选择用户喜欢的色彩。铝塑板涂层均匀,彩色多样,因为经过化成处理及汉高皮膜技术的应用,使油漆与铝塑板间的附着力均匀一致,颜色多样,让用户选择空间更大,尽显个性化。
其他答案1:
当然可以啊
其他答案2:
用普通漆是不可以的,时间不长就会脱落,但用氟碳漆还是可以的,但成本会略高。
最佳回答:
喷涂铝板就是在铝板表面上喷上各种各样颜色的氟碳漆(或聚酯漆),经高温烘烤、固化处理,又称烤漆铝板。可用于大厦的外墙、内墙装饰,室内天花吊顶等等。
喷涂铝合金型材具有优良的耐蚀性和耐候性,坚固耐用,外观装饰好,生产工艺比阳极氧化简单,环保安全等特点,在建筑、装潢、运输等行业得到广泛应用。铝合金型材在喷涂前处理中必须进行化学清洗和浸蚀,清除其表面粘附的油脂、自然氧化膜和灰尘等污染物,使铝合金基体裸露出来,形成均匀的活化表面,这是保证铬酸盐转化膜质量和喷涂质量的关键。
铝板喷涂一般要经过三涂两烤:
喷涂铝板三涂两烤指:喷涂时开三组喷枪,第一涂底漆、第二涂颜色漆(氟碳或聚酯漆)、第三涂保护面漆(清漆),两烤是指铝板经过三涂后再经过两次的烤烘。不过现在的喷涂线基本上是:三涂一烤,二涂一烤。
其他答案1:
就是加工完的铝板,在进行表面氟碳漆货粉末处理,高温烘烤,又称烤漆铝板
其他答案2:
喷涂铝板有很多方面,简单来说就是将一块要用的铝板喷上所需要的颜色,就叫做喷涂铝板,如:大厦幕墙、室内天花板、公路标志牌、公共汽车及轮船室内的装饰板条都是叫喷涂铝板。
最佳回答:
铝板一般是指铝合金板,铝合金板质地轻、坚固,表面具有金属光泽,相对来说光滑,喷漆的时候就难免会存在一些喷的漆不够结实的情况。可以通过以下措施:
1、首先,购买漆品的时候,要和商家沟通,购买粘附性比较强的漆;
2、使用细砂纸,对喷漆部位进行打磨,不能用大号的,大号的会使表面有划痕,影响美观;
3、如果砂纸打磨效果不明显,可以打上一层薄薄的腻子,再喷漆,打腻子的时候要打均匀,建议请专业的人员来操作。
其他答案1:
光洁度太高了自然会爆掉,砂纸打磨吧,工厂化生产考虑铜丝滚轮设备
其他答案2:
用砂纸打磨,要选用小号的砂纸这样避免有划痕影响部件平整度,实在不行打一层薄腻子在喷漆
最佳回答:
你提的问题太笼统了,不知道你的铝板有什么样的要求。通常情况下铝板上喷漆前处理基本工艺路线如下:脱脂–水洗–表调–铬化(皮膜)–水洗–纯水洗–烘干–转入喷漆或者喷粉,如果表面装饰要求高,通常选择丙烯酸类涂料做底漆和面漆。
其他答案1:
第一,铝材可以氧化或铝皮膜,
第二,建议喷喷氟碳漆,就是氟碳底漆+氟碳面漆,如想详细了解可加团队了解
其他答案2:
用正宗的环氧云铁中间漆可以的!这种案例做的很多了
最佳回答:
铝表面附着力较差,直接喷涂油漆是很难和铝材表面有良好的附着力的,即使勉强涂上去,很快就脱落了。那就需要在铝合金底材上做一层底漆来增加漆附着力,然后在喷涂面漆。铝表面喷漆的步骤如下:
一、喷涂前的准备和条件:
-
天气条件:涂料必须选择在晴好天气的条件下施工,在有雨,雾,雪和较大灰尘的条件下禁止施工,喷涂施工的最佳温度约为25℃,湿度在80%RH以下。
-
底材处理:铝合金底材应进行打磨、氧化等处理。表面应进行除锈、除油,并保证清洁干燥无污物,把灰尘除净,填平,方可进行油漆喷涂,且喷涂前要保证底材的干燥。
二、底漆的喷涂:
-
在铝合金表面取得良好的表面处理效果之后,(无油污,无尘,表面有一定粗糙度),可以喷涂铝合金专用的环氧富锌底漆。该底漆对于铝合金表面具有良好的附着力,特别是双组份的环氧锌黄底漆。该漆具有环氧漆特有的高附着力,韧性,硬度等均比较优良,并且配套性能好。
-
混合比例:底漆:底漆固化剂:稀释剂=4:1:适量。混合前先将油漆搅拌5分钟至均匀。用较精确的电子秤按混合比例称量,保证配比准确。油漆混合后,用干净的铝条或铁棒搅拌至完全均匀。施工时注意不要将其它种类的油漆、溶剂等混入,注意保持喷涂环境的清洁.混合后2H内用完,环境温度大于30℃后,混合后可使用时间要缩短。
三、面漆喷涂:
-
面漆直接选择铝合金油漆。该油漆采用进口羟基丙烯酸树脂、颜料、助剂等组成。该漆在铝合金表面附着力极强、干性快、可常温自干或烘烤,具有极强的保护性和装饰效果。
-
第一次喷涂进行定色。不要太在意喷涂痕迹以及金属色斑,轻喷一层即可,定出颜色。喷涂工具的移动速度稍微快一点为好,重复喷涂一次,可以解决问题,如果颜色不够,可以按二次喷涂方法,再进行一次喷涂。第二次喷涂——修正喷涂。
其他答案1:
可以,你先进行氧化,再喷漆,这样子外面的氧化铝的膜能够和漆还有铝都结合很好,而且氧化膜比一般的表面要粗糙很多,也有助于喷漆增加附着力,普通的醇酸瓷漆汽车漆与氟碳漆都可以的
其他答案2:
铝及铝合金材质表面附着力较差,直接喷涂油漆是很难和铝材表面有良好的附着力的,即使勉强涂上去,很快就脱落了。这就是涂装行业常出现的附着力不足导致的掉漆现象。有效的解决方法是需要在铝合金底材上喷涂一层炅盛金属附着力处理剂来增加铝及铝合金底材与油漆之间的层间附着力,解决掉漆问题,底涂的操作方式。
最佳回答:
铝板喷漆:
1.喷涂前除油;
2.酸洗磷化;
3.选择需要的漆种和颜色喷涂。
其他答案1:
问题有些笼统,方法有二:
如果设备允许,将铝板进行化学前处理,脱脂、酸洗、铬化、纯水洗等工序,干燥后可在表面喷涂底漆,后进行其他处理。。。
如果简单的喷涂,先用酒精擦拭,去掉油污,后用砂纸打磨,是表面毛糙,增强附着力,除尘后可进行喷漆作业。
其他答案2:
铝板喷涂,一般可选择氟碳喷涂,或者粉末喷涂。
其他答案3:
如果有批量的话应该采用滚涂的工艺来实现。产品成本就可以降低了。












发表评论