


| 产品规格及说明 | |
|---|---|
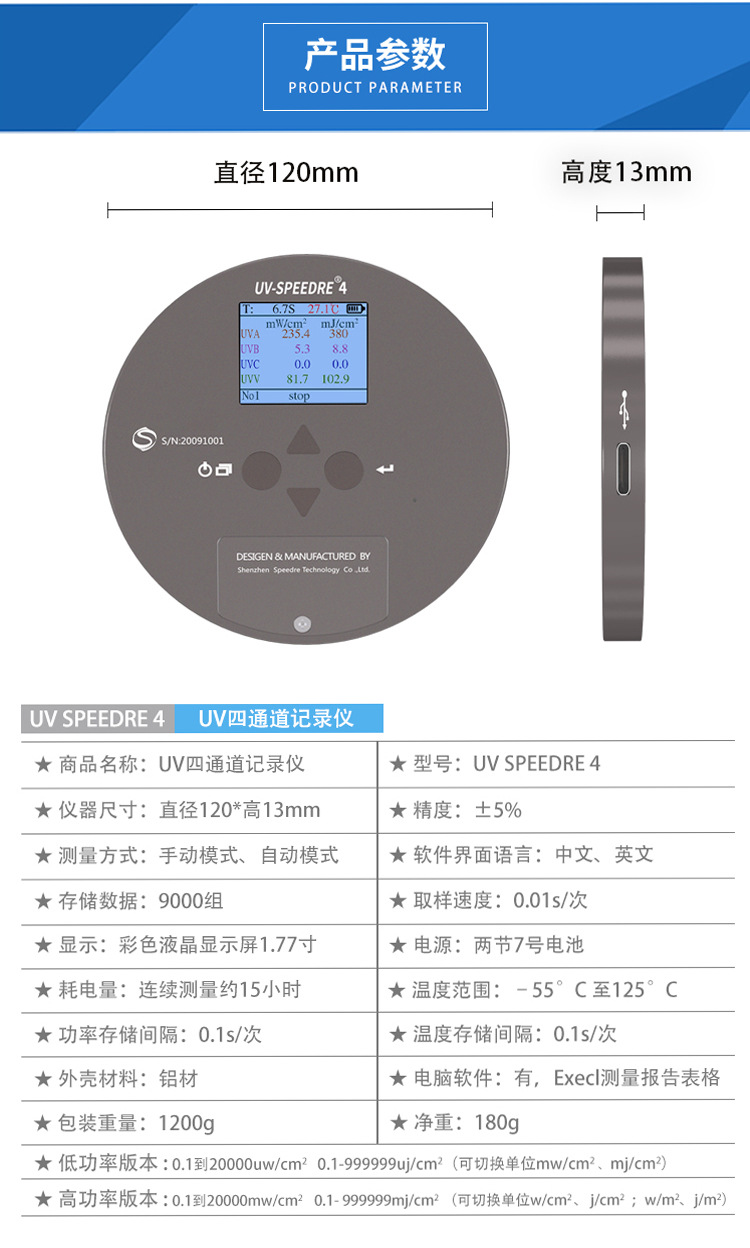
| 设备品牌:帝龙 | 设备型号:UV-SPEEDRE 4 |
| 订购价格:电话/面议 | 交货日期:3~30/工作日 |
| 是否进口:否 | 加工定制:否 |
| 类型:紫外照度计 | |
| 产品标签:能量测试仪,光强检测计,uv光强检测仪,uv能量检测仪,紫外线辐照计,uv辐照记录仪,检测紫外线固化,四通道uv能量计,紫外线辐照计固化,紫外线光强检测仪,四通道uv能量检测仪,四通道能量辐照记录仪,四通道uv能量辐照检测仪 | |
| 咨询热线:13715339029 | 售后服务:13715339029 |
| 技术咨询:13715339029 |  QQ咨询:260200500 QQ咨询:260200500 |










其他答案1:
UV能量需要3000固化的时候只有2600唯一担心的是UV漆未能完全固化。QC这个还真不懂,我有个建议看行不行,首先做耐候有没有问题,再是拿合格产品与这批产品对比看有没有问题,如果没问题还是担心有问题最后的办法是拿一个产品再快速固化一次,固化机速度调快点,二次固化如果有没有固化的也会被固化了,我觉得应该问题不大,相差400的能量UV灯管要4WK功率以上。能量要是低了换灯管或者调节UV光源高度,强度大了加快固化时间久不会发白,低能量要延长固化时间,这个是免不了的。
您的3000能量时间是多少呢?如果是换成uvled光源就不会出现这种情况,UV汞灯温度非常高,您的UV设备估计也是几千瓦的,UV固化有什么需要了解的可以沟通下,恕小弟愚见!
最佳回答:
有几点可以参考一下:
1.不合乎客户要求、法律法规的产品,比如外观、性能不符合客户提出的标准或当法律规定的。
2.与样品(参照物)不一致的产品,比如外观、颜色、长度等各项参数与样品存在明显差异。
3.在客户要求之外存在不合理的产品,如客人无规定“发霉”一项,但你的产品有发霉现象。
这些与样品存在一定差异的产品,有一个客人可容忍瑕疵程度的范围也叫允收范围,假如这些产品在允收的范围内,可视为合格品,超出允收范围的则视为不良品。

最佳回答:
1。外观检验–客户有标准: 颜色Lab读数,光泽度,厚度。。。。。
2。百格测试–附着力
3。耐酒精测试
4。铅笔硬度测试
5。耐化学品测试–护手霜/唇膏/可乐/橄榄油等等 客户会指定测试试剂的详细要求。
6。RCA–纸带耐磨测试
7。橡皮摩擦测试
8。钢丝球摩擦测试
9。牛仔布摩擦测试
10。震动研磨测试
等等。。。
其他答案1:
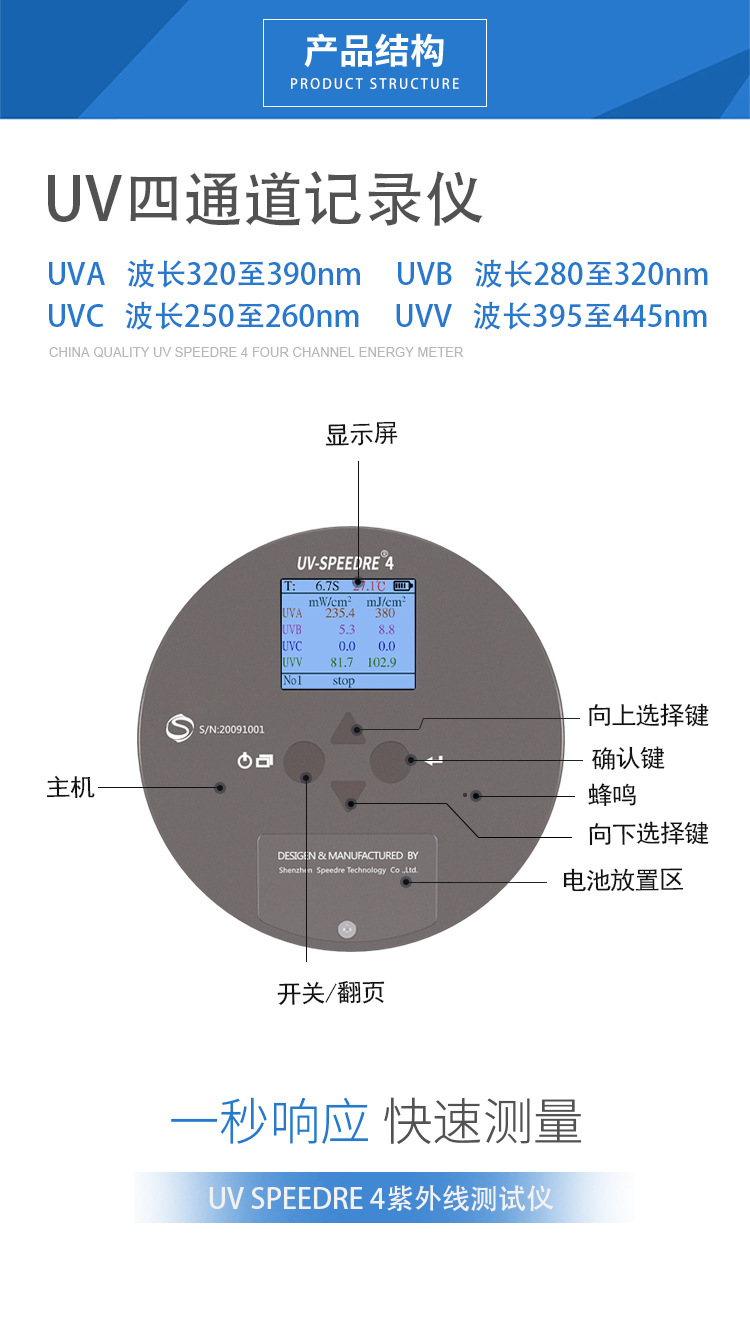
UV漆是Ultraviolet Curing Paint 的英文缩写。即紫外光固化油漆,也称光引发涂料,光固化涂料。与PU、PE、NC等油漆以成膜物质命名方式不同,UV漆是以油漆的固化方式命名的。它是通过机器设备自动辊涂、淋涂到板面上,在紫外光(波长为320-390nm)的照射下促使引发剂分解,产生自由基,引发树酯反应,瞬间固化成膜。
所以UV涂料即紫外光固化涂料,紫外光固化涂料经紫外光照射后,首先光引发剂吸收紫外光辐射能量而被激活,其分子外层电子发生跳跃,在极短的时间内生成活性中心,然后活性中心与树脂中的不饱和基团作用,引发光固化树脂和活性稀释剂分子中的双键断开,发生连续聚合反应,从而相互交联成膜。
一般UV的测试主要为:铅笔硬度测试;膜厚测试;防化学腐蚀测试;色差计,光泽计,耐磨测试机;百格刀测试与酒精测试。
其他答案2:
抗UV测试。 就是紫外灯光照射。
其他答案3:
测试方法:在60°C,200小时的UV光照射(波长313nm) 合格标准:表面经测试後无任何改变
其他答案1:
照度计测光强。普通的。。专业研究层,不清晰。估计光谱,光子强度什么都要测吧
其他答案2:
上淘宝网买本书看看就知道了,这里说起来太麻烦了
最佳回答:
很简单,灯管衰减了,强度达不到,一般灯管在1000小时左右,这个1000小时说的是强度比较稳定的区域时间,当然你如果要点亮的话,2000-3000小时都可以的,但是强度达不到了。很多做灯的会吹自己的几千小时,其实强度上都衰减太多了。
还有可能就是你的UV机本来强度就达不到,比如你胶水需要强度至少在200MW/CM2,可是供应商给你的是100MW/CM2的。。那就。。。
自己要小心。
最佳回答:
一般UV能量计都是按键和扭动开关的。(沃 客密)
扭动开关:

1.按下焦耳计150之开关至''ON',显示屏上将会显示''0'。
2.把焦耳计翻转放在输送带上。(传感器是安装在仪器之背面,亦能抵受较高的温度。)
3.待仪器通过了输送带后,可从正面阅读结果。UV能量将显示如:mJ/cm2
4.在进行一个新的测量程序前,必须先把仪器关掉,然后再次开动。显示屏上将重新调至''0'。接着科按照.继续操作。
按键的:
按键的按照说明书的操作就可以了。
其他答案1:
1. 将能量计右侧的开关调至打开位置即“ON”位置,此时,显示屏上将显示数字“0” mj/cm2(毫焦耳/平方厘米)。
2. 准备测量,将能量计的传感器窗口面向紫外线UV光源,以保证测量的有效性。
3. 当仪器在光源照射一定时间之后,已记录所感测到的UV紫外光能量,此时,可以从仪器正面的显示屏上读取能量值,能量值的对应单位是:mj/cm2(毫焦耳/平方厘米)。
4. 每一次,在进行一次新的测量工作时,依据需要将仪器关闭,然后再次开启。显示屏上将重新调至“0” mj/cm2(毫焦耳/平方厘米)。接着可依照上述步骤继续操作。

其他答案1:
每一次使用时,请将仪器的开关调至打开状态即“ON”位置,液晶显示屏上显示的读数为“0”mj/cm2(毫焦耳/平方厘米),如果不是特殊性用途,请每一次测量前,将其读数归零。
如果您的工艺特别需要,也可以反复地进行测量,每一次测量后的读数,不需要归零处理,那么,仪器上最后一次显示的读数将是多次反复测量的累计值。
当完成测量时,需将开关调至“OFF”位置,以便及时关闭仪器,正确的操作将有效延长仪器的电池使用时间。

最佳回答:
表面(UV)处理检查方法:
塑料表面处理后必须进行其清洁度的检查,以保证随后的涂装质量。
(1)观察接触角 在处理后的塑料表面滴上液滴,完全铺展说明处理效果好,接触角小。
(2)水浸润法 将处理后的塑料制品浸入水中,取出后观察水膜的完整性。
(3)测定涂层附着力 采用《GB9286-88色漆和清漆漆膜的划格试验法》,如果附着力差,排除了涂料、环境、人为操作等其他问题,就可能是塑料表面未清洗干净。
塑胶制品一般是先是注塑加工,然后需要喷涂的进行喷涂工艺,不过喷涂过程中,如果操作不当,易会出现很多问题,常见的问题有:
1、剥落问题预防方法:
(1)需喷涂表面应彻底清洁干净
(2)使用与底材配套的底漆
(3)应遵照油漆供应商提供的油漆黏度及厚度要求
(4)避免喷涂时使用干喷法
(5)需要厚涂层喷涂时,要有充分的挥发时间
2、斑点颗粒问题预防方法:
(1)确保油漆使用时未超过使用期
(2)油漆调配好后要在规定活化时间内用完,对超过活化时间的油漆不能继续使用
(3)经调配好的油漆要充分搅拌后再进行喷涂
(4)使用配套的固化剂和稀释剂
3、尘埃颗粒问题预防方法:
(1)调整喷漆间压力,使之平衡
(2)喷涂环境,喷涂设备及喷涂服装应保持清洁
(3)确保压缩空气质量
(4)选用专用无纺清洁布进行清洁
4、沸点问题预防方法:
(1)涂层厚度不能太厚,尤其在高温天气
(2)油漆的粘度应根据温度的变化适当调整
(3)掌握好喷涂的流平时间
还有几种常见的问题,橘纹、裂纹、流挂、起泡、起皱、色浮、砂纸痕迹、渗色、失光、咬底、鱼眼、云斑、遮盖力差等等。喷涂加工要是出现问题,要返工重新做的,所以在喷涂之前要做好准备工作。
其他答案1:
确认方法:
1。外观检验–客户有标准: 颜色Lab读数,光泽度,厚度。
2。百格测试–附着力
3。耐酒精测试
4。铅笔硬度测试
5。耐化学品测试–护手霜/唇膏/可乐/橄榄油等等 客户会指定测试试剂的详细要求。
6。RCA–纸带耐磨测试
7。橡皮摩擦测试
8。钢丝球摩擦测试
9。牛仔布摩擦测试
10。震动研磨测试
其他答案2:
找供应商要他们的测试流程,你就明白了.判定标准自己定义好了.
其他答案3:
外观,无需我累述。
主要是结合力和膜的硬度。
结合力:划井字方格,在用胶纸贴住水平拉扯
硬度:使用前笔(如HB/1H/2H等),观察划痕。
你补充的6-10项,都是检测膜层耐磨性的,以摩擦次数或振动次数为参考依据,泛白/失光作为终点标准。是否需要全部检测,要跟客户沟通。
3、5项可以说都是化学品,前者是溶剂,后者是混合物。以接触时间长短判别,失光/泛白为终点。
更详细的,还是客户说了算。















Leave A Comment