



 QQ咨询:260200500
QQ咨询:260200500

烘道种类:
流水线烘道,高温烘道,软管定型烘道,远红外烘道,悬挂式烘道。不同烘道有不同的工艺,实现不同的适用范围和作用。 例如红外线烘道广泛应用于丝网印刷、喷染、电镀以及印刷电路等行业的烘干、除湿等工艺,还可用于食品、纺织品、压铸小件等工业的干燥、烘烤等。
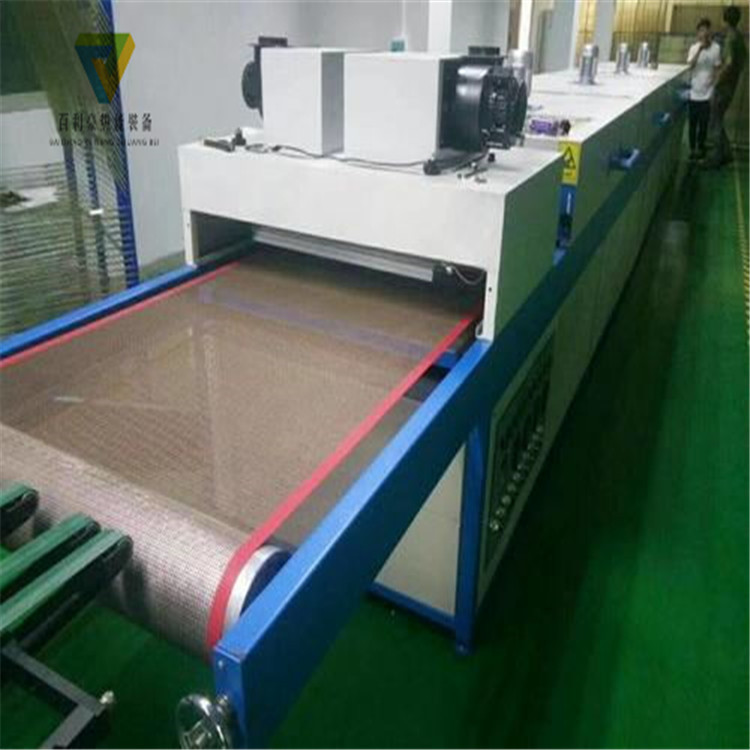
电加热烘道工作原理:
电加热平板线电加热烘道采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环, 箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用安全,方便,环保,节能等优点
电加热烘道烘道技术要求:
电加热烘道内采用优质镀锌板(不锈钢板),外壁采用优质不锈钢板或者冷板制作,大梁用后成型钢板制作,保温层采用纤维石棉保温,电加热管为耐高温不锈钢无缝 钢管,结晶氧化镁粉做绝缘,风机采用低噪声高压离心风机,保温采用硅酸铝纤维棉,网带为优质铁氟龙耐高温网带,不锈钢网带等,另有控制器,调速器,低压电 器控制系统等控制系统部分。
(烘道品可以更具客户要求定做,提供图纸,电压,功率,尺寸)







深圳市帝龙科技有限公司是电加热器、电热管、电加热系列、热电偶、加热带、其它电热设备等产品专业生产加工的公司,拥有完整、科学的质量管理体系。深圳市帝龙科技有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
最佳回答:
烘道:采用石英管辐射加热,或者根据用户需要,采取煤气加热,对西淋瓶、安瓿瓶、化妆品用瓶、制药玻璃制品瓶和中药及其他物料连续烘干灭菌。工作场所整洁,生产效率高,是目前我国制药厂、中药厂、饮料厂、日用化工厂必不可少的设备之一。 烘道的种类很多,我所知道的有热风循环烘道,红外热风高温烘道,红外线烘道,热风循环烘道等等。不同烘道有不同的工艺,实现不同的适用范围和作用。 例如红外线烘道广泛应用于丝网印刷、喷染、电镀以及印刷电路等行业的烘干、除湿等工艺,还可用于食品、纺织品、压铸小件等工业的干燥、烘烤等。
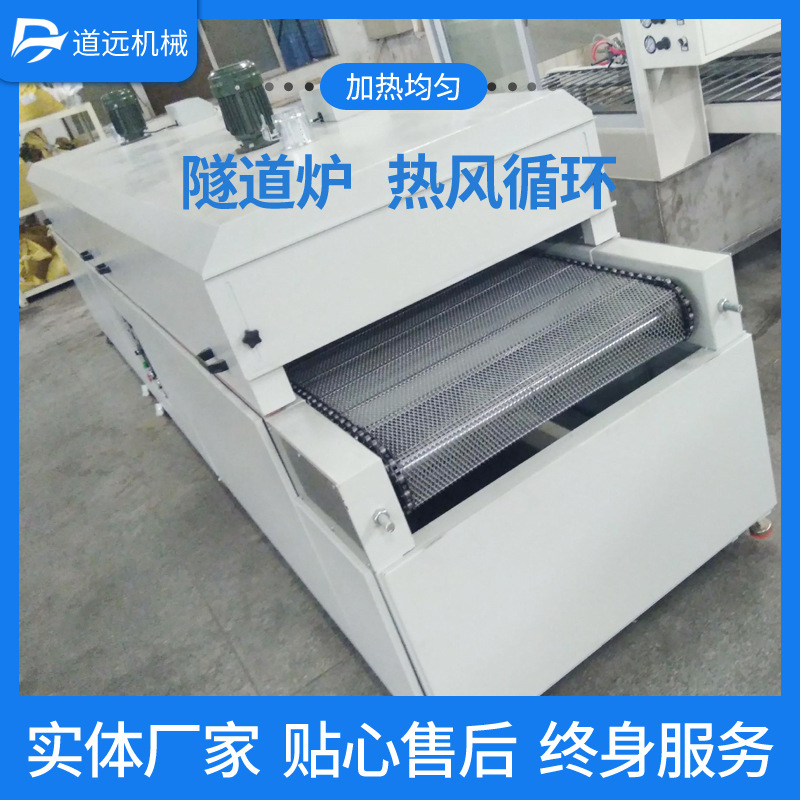
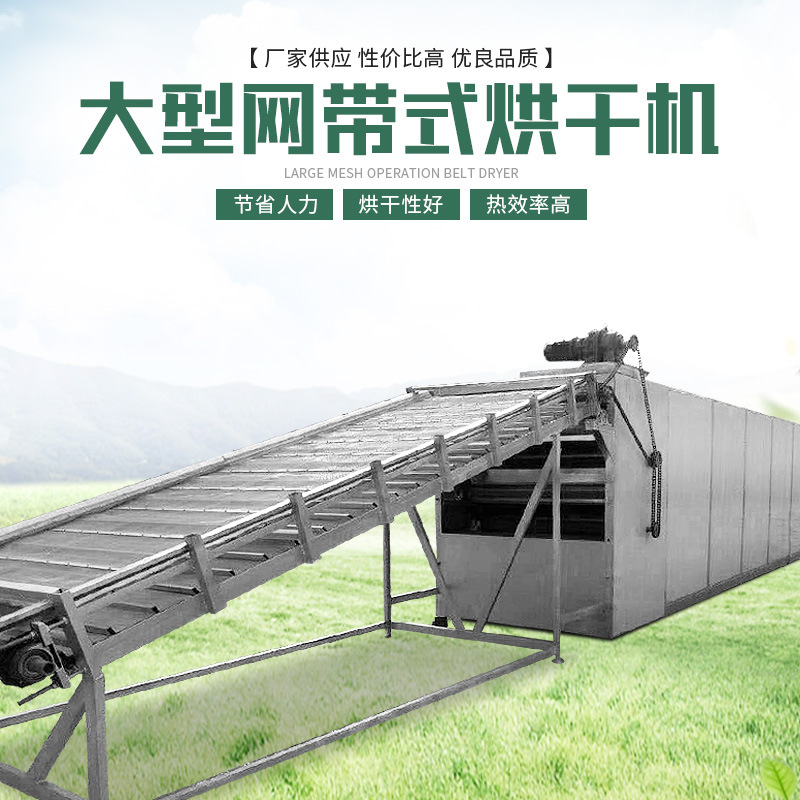
网带烘道
工作原理:电加热平板线烘道采用加热管外置式加热,将电能转化为热能,热量经低噪音高压风机吹入进风道,传入箱内,形成热风循环, 箱体设有对流搅拌技术,温度非常均匀,具有自动控温,调速,故障报警等特点,使用安全,方便,环保,节能等优点 材料:烘道内采用优质镀锌板,外壁采用优质成型彩钢板制作,大梁用后成型钢板制作,保温层采用纤维石棉保温 电加热管为耐高温不锈钢无缝钢管,结晶氧化镁粉做绝缘,风机采用低噪声高压离心风机,保温采用硅酸铝纤维棉 网带为优质铁氟龙耐高温网带, 另有控制器,调速器,低压电器控制系统等控制系统部分
最佳回答:
改善提案的话,可以写好多的。
比如你可以写你们的车间的工具摆放不整齐
而且比较远。
用起来不方便
都是可以的。
希望我的回答能对你有所帮助。
其他答案1:
有很多方面的内容可写啊,烘道的小改进、转运行车的小改进、工艺上的小改进(适当提高温度之类的)、质量监控上的小改进等等。
最佳回答:
涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。
前期的生产处理前有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。
涂装生产线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。

前处理设备
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
其他答案1:
涂装生产线主要由前处理电泳线(电泳漆是最早开发的水性涂料,它的主要特点是涂装效率高,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。
涂装生产线全线各烘干系统的设计参照国外的设计理念和参数,烘道室体均采用桥式结构(密封底涂炉除外),保证了炉温的均匀性和稳定性,提高了热能的效益性;供热装置引进了加拿大科迈科公司的产品,选用进口的燃烧器和控制系统,经测试各烘干系统运行良好稳定,温度曲线平滑持续。
涂装生产线主要由前处理电泳线、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。

其他答案1:
深圳市帝龙科技有限公司
地址:东莞市横沥镇田坑第二工业区
其他答案2:
涂装设备工艺布局图设计的好坏,对涂装生产线的使用至关重要。如果涂装设备工艺布局不当,即使各项单台设备制作得再好,整条涂装生产线也不好使用。
现将涂装设备工艺布局常见的典型错误列举如下:
1、产量达不到设计纲领:有的设计不考虑涂装设备吊挂方式,不考虑吊挂间距,不考虑上下坡、水平转弯干涉,生产时间不考虑废品率、涂装设备利用率、产品高峰生产能力。导致产量达不到设计纲领。
2、涂装设备工艺时间不够:有的设计为了降低造价,通过减少工艺时间来达到目的。常见的如:涂装生产线前处理过渡段时间不够,造成串液;固化时未考虑升温时间,造成固化不良;喷漆流平时间不够,造成漆膜流平不够;固化后冷却不够,喷漆(或下件)时工件过热。
3、输送设备设计不当:工件的输送方式有多种,设计不当,对生产能力、工艺操作、上下件都会产生不良后果。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求。
4、涂装设备选型不当:由于产品的要求不同,设备选型也有所不同,而各种涂装设备有其优点,也有其缺点。而设计时不能向用户说明,制造后发现很不满意。例如,喷粉烘道用风幕隔热、洁净度要求的工件未安装净化设备等。这类错误是涂装设备工艺布局最常见的错误。

最佳回答:
是 有静电机粉喷涂的缩孔吗?
如果是的话 原因有以下几个:
1.工件表面处理不干净.含油。
2.静电喷枪电流过大。国产喷枪可以降低电压来降低电流。如果是美国诺信的喷枪,可以直接用AFK模式调节电流,避免缩孔。
3.喷枪离工件的距离过近
4.在进入烘道或烤箱时,有杂质飘上去。
5.设备接地不良。最好打一根独立的接地桩。
其他答案1:
预防缩孔最有效的方法就是每道工序前清洗除油,造成缩孔的原因主要就是有油水存在,有时候压缩空气中也会存在一些油水,最好能装上油水分离器。
最佳回答:
主要的废气污染物有:二甲苯、苯、甲苯等,处理方法如下:
烘干过程有机废气的治理方案
电泳、中涂、面涂烘干室排出的气体属于高温、高浓度废气,适合采用焚烧的方法进行处理。目前烘干过程常用的废气处理措施有:蓄热式热力氧化技术(RTO)、蓄热式催化燃烧技术(RCO)、TNV回收式热力焚烧系统。
蓄热式热氧化器(RegenerativeThermalOxidizer,简称RTO)是一种用于处理中低浓度挥发性有机废气的节能型环保装置。适用于大风量、低浓度,适用于有机废气浓度在100PPM—20000PPM之间。其操作费用低,有机废气浓度在450PPM以上时,RTO装置不需添加辅助燃料;净化率高,两床式RTO净化率能达到98%以上,三床式RTO净化率能达到99%以上,并且不产生NOX等二次污染;全自动控制、操作简单;安全性高。
蓄热式热氧化器采用热氧化法处理中低浓度的有机废气,用陶瓷蓄热床换热器回收热量。由陶瓷蓄热床、自动控制阀、燃烧室和控制系统等组成。主要特征是:蓄热床底部的自动控制阀分别与进气总管和排气总管相连,蓄热床通过换向阀交替换向,将由燃烧室出来的高温气体热量蓄留,并预热进入蓄热床的有机废气,蓄热床采用陶瓷蓄热材料吸收、释放热量;预热到一定温度(≥760℃)的有机废气在燃烧室燃烧发生氧化反应,生成二氧化碳和水,得到净化。典型的两床式RTO主体结构一个燃烧室、两个陶瓷填料床和四个切换阀组成(见下图)。该装置中的蓄热式陶瓷填充床换热器可使热能得到最大限度的回收,热回收率大于95%;处理有机废气时不用或使用很少的燃料。
优点:在处理大流量低浓度的有机废气时,运行成本非常低。
缺点:较高的一次性投资,燃烧温度较高,不适合处理高浓度的有机废气,有很多运动部件,需要较多的维护工作。
⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊⇊
最佳回答:
涂装线粉末烘道产生哪些有害气体几排放标准
主要的废气污染物有:二甲苯、苯、甲苯等,处理方法如下: 烘干过程有机废气的治理方案 电泳、中涂、面涂烘干室排出的气体属于高温、高浓度废气
最佳回答:
废气主要存在于烘道内,在80℃以下的时候,可采用光氧化等离子一体机+活性炭处理,这样可以去除废气达到环保标准。











Leave A Comment