



 QQ咨询:260200500
QQ咨询:260200500余姚“冈山机械”系各类工业干燥设备专业制造厂商,始终致励于紫外线、工艺近红外线、远红外线产品对工业领域的应用。为各类产品定制UV干燥光固机、红外(IR)流平多面UV固化干燥生产线、平面UV干燥固化生产线、吊空式UV涂装干燥生产线、UV喷油涂装用生产线、NIR近红外线干燥生产线、IR远红外线干燥设备。十余年全身心的投入到为客户提供紫外线、工艺近红外线、远红外线产品对工业领域系统研发。



帝龙科技所生產製造的設備和周邊耗材,實行長期品質跟踪服務,並可為客戶提供設計、安裝,改裝、等技術服務,歡迎來電垂詢。
|
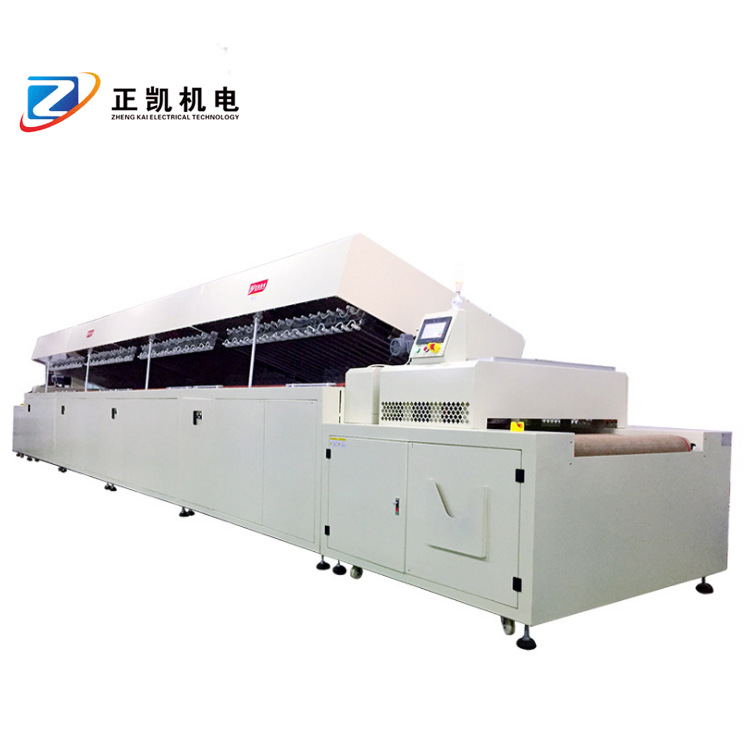
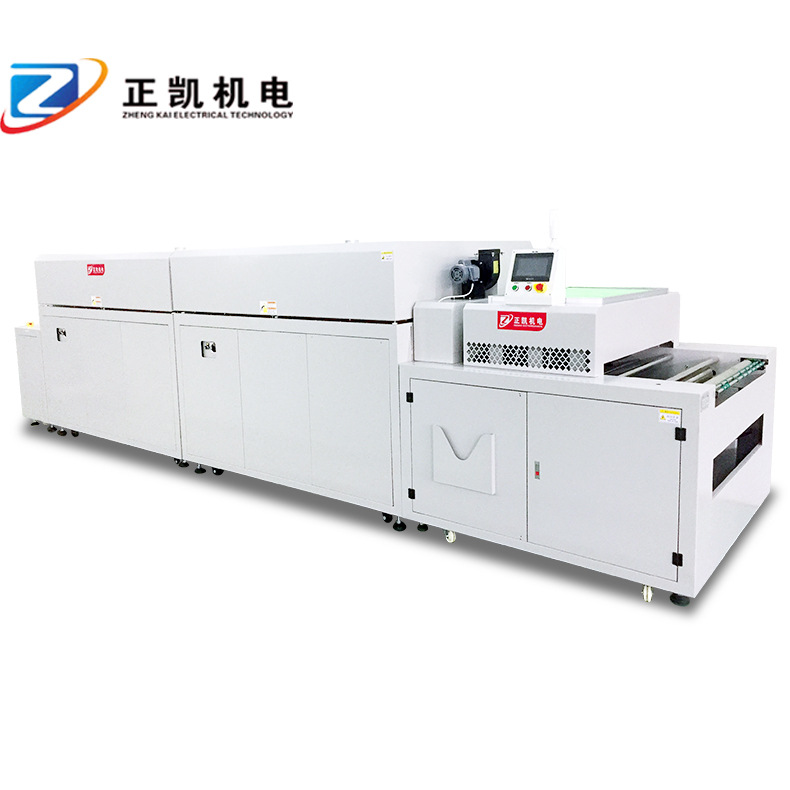
紅外線隧道爐規格書 |
||||
|
主 要 技 術 參 數 |
规格 |
GS-180KHS |
GS-220KHS |
|
|
全長 |
17500mm |
21500mm |
||
|
進料段長 |
2000mm |
1500mm |
||
|
IR加熱段長 |
11500mm |
10000mm |
||
|
單段爐長 |
2300mm |
2000mm |
||
|
加熱區 |
5段 |
5段 |
||
|
冷卻出料段長 |
4000mm |
10000mm |
||
|
有效輸送寬度 |
1300mm |
2500mm |
||
|
輸送面高 |
900±30mm |
900±30mm |
||
|
輸送速度 |
2~7M/min可調 |
1~6M/min可調 |
||
|
進料口高度 |
0~60mm可調 |
0~60mm可調 |
||
|
加熱溫度 |
80~230℃可調 |
80~230℃可調 |
||
|
爐內溫差範圍 |
≤±5℃ |
≤±5℃ |
||
|
加熱功率 |
81kw |
132kw |
||
|
輸 送 系 統 |
採用耐高溫特氟龍網帶,網帶下方裝有不銹鋼固定托輥,傳輸平穩,承重力強。採用自動氣動糾編裝置,防止網帶跑偏。輸送電機功率為0.4kw,採用變頻器無段速調整。 |
採用輥筒輸送方式輸送,即減速機電機鏈條及輥筒進行輸送,所有輥均為動力輥。輥筒直徑¢50mm,輥間中心距為300mm。 |
||
|
加 熱 系 統 |
1、紅外線輻射加熱器,每個加熱區可獨立控制輸出功率。 2、PID溫度控制器,配合SCR元件相位輸出控制,控溫速度快且穩定性高。 3、紅外輻射高度為100±20mm可調。 4、加熱區兩側門皆可開啟,方便清潔及維修。 5、進出料段設有集風罩,可避免熱氣流失,浪費能源。 |
|||
|
運 風 系 統 |
每個加熱區有單獨風循環系統,整機設計有排廢裝置,能夠很好順暢的把烘區內的溶劑及廢氣排出。既有效的利用熱能源,達到了省電的目的,同時又提高了工作效率。 |
|||
|
控 制 系 統 |
採用人機界面松下PLC控制系統,即對加熱和傳動部分進行智慧化自動控制,額定溫度功率限制,超保溫控制(機體達到一定溫度,加熱自動切斷)和可視觸摸屏設置,使整個操作方便、快捷,更具有人性化;外置獨立控制電櫃,使控制和整個機器的動行徹底分開,增加了安全性。 |
|||
|
機架及 保溫 系統 |
外箱材質 |
冷軋鋼板經防銹處理後高溫粉體烤漆 |
||
|
機架材質 |
50*50方管烤漆 |
|||
|
爐腔內殼 |
採用SUS201鏡面不銹鋼 |
|||
|
保溫材料 |
矽酸鋁棉,厚度100mm,耐溫600℃ |
|||
|
品質保證 |
整機保修1年,中波紅外線加熱器保用20000小時。 |
|||
|
備註 |
以上規格僅作為參考,具體行業可根據工藝要求設計。 最佳回答: 案例15: 童友玩具厂的流程改造 童友玩具厂是20世纪80年代初在珠江三角洲D县建立的一家与香港合资的小型企业,属劳动力密集型,只生产简单的木制彩色娃娃、小动物等牵引玩具。但产品质量甚佳,成本低廉,不久前开始出口,订货有迅增之势。据此,香港老板决定增加投资,对童友厂生产的“瓶颈”喷漆工段进行工作设计,请当地一家设计院对这工段的生产流程进行较大的改造。设计院派了位林工程师来,先拿着马表做了好几天时间动作研究后,拿出了改造方案。 讨论题 最佳回答: 您好: 设共需x天 5:250=x:3000 如果本题有什么不明白可以追问,如果满意记得采纳 如果有其他问题请另发或点击向我求助,答题不易,请谅解,谢谢。 最佳回答: 您好,若案件还未结束,那么只有案件当事人以及委托律师,办案法官可以了解案情,其他人无权得知。 | |||
最佳回答:
336÷14=24(个)
375÷15=25(个)
702÷26=27(个)
864÷24=36(个)
36>27>25>24,光华玩具厂的工作效率最高.
答:选择光华玩具厂加工玩具,因为它的工作效率最高.
最佳回答:
解:设现在可以做x个
7.2x=7.6*360
x=380
答:现在可以做380个。
最佳回答:
案例15: 童友玩具厂的流程改造
童友玩具厂是20世纪80年代初在珠江三角洲D县建立的一家与香港合资的小型企业,属劳动力密集型,只生产简单的木制彩色娃娃、小动物等牵引玩具。但产品质量甚佳,成本低廉,不久前开始出口,订货有迅增之势。据此,香港老板决定增加投资,对童友厂生产的“瓶颈”喷漆工段进行工作设计,请当地一家设计院对这工段的生产流程进行较大的改造。设计院派了位林工程师来,先拿着马表做了好几天时间动作研究后,拿出了改造方案。
喷漆工段取名曰“工段”,其实只相当一个小班组,由8名清一色的女工组成,归一名工段长领导,原来全部由手工操作:玩具先在前一道木工车间下料,砂光,然后进行部分组装,再经过浸涂假漆一道工序,就送来喷漆车间上漆。这些玩具多数只有两种颜色,当然也有多彩的。总之,每多上道彩,就要在这车间多过一道工序。
如今作了流程改造,变成全部女工沿着一条直线坐着,头上装一根环轨,有着一条环链,上面悬挂着吊钩,不停地从女工们侧上方向前移动,慢慢进入一座隧道式远红外烘干炉。每位女工坐在自己的一个有挡板隔开的小工作间里。待漆的玩具放在每位女工右手边的托盘里,她们取来,放在模板下,把彩漆按照设计的图案,喷到玩具上没被模板挡住的部位上。喷完后,取出来挂到前上方经过的吊钩上,自动进炉烘干。吊钩的移动速度是设计工程师做过时间动作研究,并经过计算后设置的,据说女工们只要经过恰当训练,就能在经过她们头边的吊钩还在她们够得着的范围之内时,把一只漆好的玩具挂上去,使每一吊钩都能有负荷,不会有空着的,因为运动速度就是按这要求设计的。
女工们的奖金是用的小组集体计奖制。由于对新工艺还不熟练,在半年实习期内,她们还达不到新定额,所以发给一笔“学习津贴”,但逐月减少1/6,半年后全部取消。那时就只要靠全组超过定额才能得一笔集体奖金了。当然超额越多,奖金也越多。
半年实习期头一个月,生产率不及原来很多,但总算在上升,不过仍不及计划的快;第二个月更显著停滞,进步极慢,好象不会再快了。工段长问女工怎么才能加速,她们埋怨林工的研究不准确,吊钩动得太快,谁跟得上?个别女工甚至退职而去,只好招来新手顶替,更加重了学习滞后问题。原以为集体计件能培育协作精神,如今反成了集体抵制。女工中被称为“大姐”的一位年长女工对工段长列举了新流程的一大堆问题:吊钩太快;奖金计算不对,偏低;新装红外干燥炉就在边上,太热,受不了,等等。
工长去设计院请教林工,林工建议他召集一次全体工人会议,听听到底有啥问题,看她们是什么主意。他说时间动作研究是准确的:错不了,吊钩速度根本不算快。工段长对开会犹豫了一阵,决定召开一次会议。
头次会议在四点下班后进行,8位女工无一缺席。她们重复了那些牢骚,对室温过高意见尤其大。工段长答应去向车间主任老王反映,王主任听了,打电话问林工。林工说,这点原设计是忽略了,但如今若要彻底解决,就得补些通风降温装置,成本很高,不现实。王主任很为难,要工段长如实告诉女工,请她们谅解,并说要请示厂长,是否发给高温津贴。
在第二次全体女工会上,工段长忐忑不安,怕一亮底,女工们会闹起来。不料说明后,女工们反应并不强烈,说她们原来就没指望补装昂贵的通风系统,只要买来三台大点的家用风扇,大约就能解决问题。她们大约事先商量过,想出了这个土办法。
工段长觉得这建议花费不大,请示了主任,果然马上买来三台大风扇。女工们见了大喜,立即七嘴八舍商量风扇怎么摆法好,又试放了好几处不同位置,发现风扇放在地上对脚吹,效果最好。结果女工们似对这样解决很满意,跟工段长的对立情绪也消退了很多,上下关系变好多了。工段长也很高兴,问女工们再开几次会,彻底解决工作条件问题好不?女工们欣然同意了。
第三次会议上,女工们把“炮火”转过来轰击吊钩速度问题。这次王主任和林工也在座。女工们对林工说吊钩飞快,跟不上,结果不少吊钩空着过去了,奖金都受了拖累。林工辩解说是跟你们一块做的时间动作研究,最后设计速度是取中间略偏低标准,并不快呀。女工们于是承认,并不是一定赶不上速度,但整天这样,根本吃不消。女工们说,只要愿意,短期内能跟上,但怕领导认为短期行,那长期也就行,就糟了。有位女工问林工,能不能把吊钩速度搞成有快、中、慢三挡,换挡开关装在“大姐”手边,由我们来调节控制?林工说由一速改三速并不难,成本也不高。王主任和工段长交换眼色后,说研究后再答复。于是散会。
会后,王主任和工段长仔细讨论了很久,推敲再三,决定按女工们的主意先试一试。林工很快把变速装置装好,换挡开关设在“大姐”工作台上。女工们大为兴奋,连几天午休时都热烈讨论速度设置模式。经试行,她们决定,上班头半小时,用中挡,然后两个半小时高挡;午餐前后半小时落到低挡,再转高挡;下班前半小时降为中挡。女工们对此很满意,认为“轻松多了”。
当工段长把这方案告诉林工时,林工暗笑说:其实原设计是中挡略偏下,恒速运转;如今平均速度反是中等偏高,女工们“吃亏”了。
这套办法,运行顺利,吊钩空载率显著下降,次品率末见上升,反有一定下降。在原定的半年实习期还差两个月左右时,生产率即超出原预计值35~40%。于是,奖金也高于原预计。6个月期满,学习津贴取消,女工们更熟练,也干得更欢,使收入不致下降。结果,喷漆工段收入比邻近的其他班组高不少,甚至超过那些班组的高级技工了。
其他班组感不公平,反映到厂长处。厂长下来了解了情况,批评让工人自己掌握生产节奏是“瞎胡闹。”他下令停止这新一套做法,恢复设计院原方案。
下个月,生产大幅下降,8女工中,包括“大姐”在内的6位在以后的两个月中走掉了:又过两个月,工段长也挂冠而去,另谋高就了。
讨论题
1. 从童友厂这次“纯工程性”改革中,你看到还有哪些因素在起作用?
2. 童友厂喷漆工段生产起落变化的经验与教训,对你有什么启迪?它具有普遍意义吗?
是这个吧
最佳回答:
广东东莞
其他答案1:
放屁,明明就是澄海
最佳回答:
你在深圳那里???
其他答案1:
东莞有家全世界最大的玩具厂,前几年倒闭了!
最佳回答:
补充问题














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment