





 QQ咨询:260200500
QQ咨询:260200500





















最佳回答:
半自动口罩机如何调试,应该找专业的师傅。在这里提问很少有人能回答你。
其他答案1:
这个的话,调试的话需要专业的人才可以调试的,因为他们有很多的搭配方法,谢谢。
其他答案2:
这个可以调试,不过不到现场是说不明白的
最佳回答:
半自动口罩及卷边不好什么问题?这种问题嗯很多,你得上网上查或者是给那个嗯口罩机那个打电话咨询问下售后。
其他答案1:
一万八十度烤第二集转变不好什么原因这就是条条模具调的有差有那个尺寸有差异重新调一下价
其他答案2:
但这种口罩机卷边不好什么问题估计是机器的问题。
其他答案3:
半自动口罩姬检边儿不好的话,可能是因为制作的工艺不够。车架车的不太理想。
其他答案4:
范世栋口罩姬卷边不好什么问题?那是因为口罩机的问题。
最佳回答:
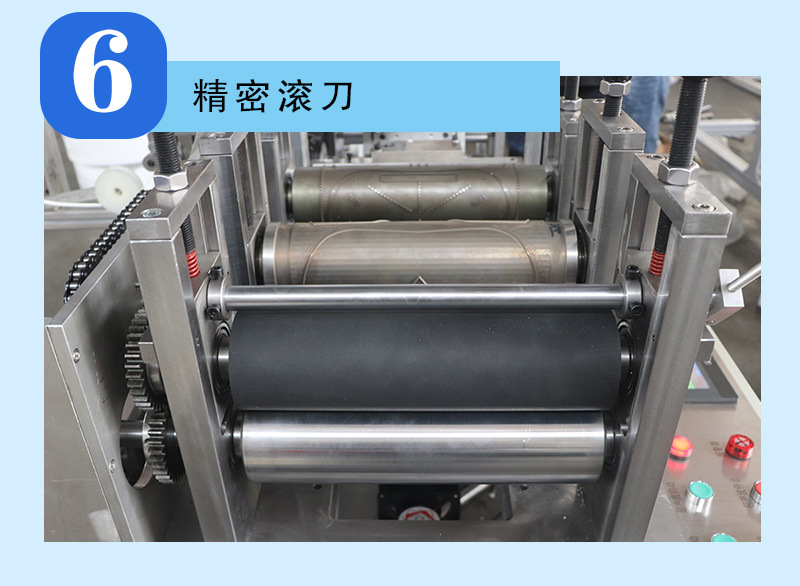
口罩切片出现毛边的原因有多种,无纺布材料质量、厚度、压花切刀的磨损程度、刀口硬度都会影响切片边缘是否整齐,可以重新调机试一下能否解决问题,如果问题依然存在,换一条切刀就可以了。
最佳回答:
一般情况下,故主要的故障就是它毕竟是半自动的,人工成本比较高。
其他答案1:
半自动口罩机的最要滚刀问题,调不好切不好,刀的质量不好,切不断
其他答案2:
半自动口罩机常见的故障,u经常卡机啊!
最佳回答:
打开开始停止开关与电源开关,电源开关内置灯亮。调整气压,气压阀在工作百台板的下面,打开设备的门板就可以看到气压阀,根据实际情况调整压力。
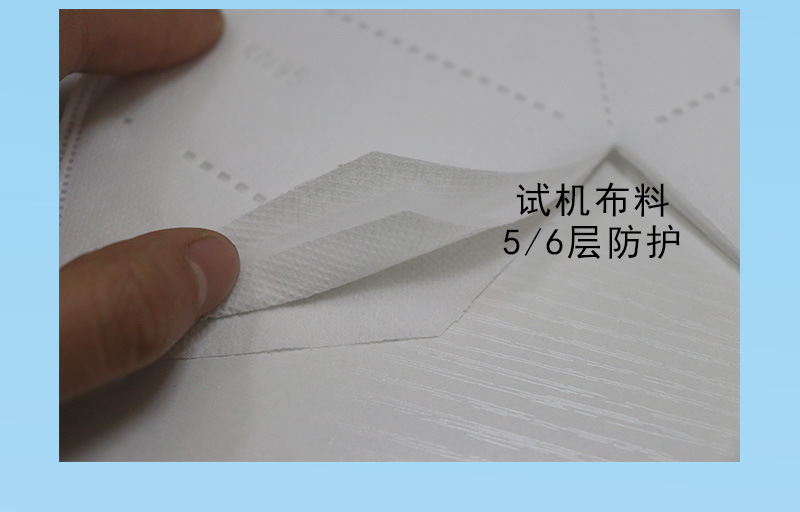
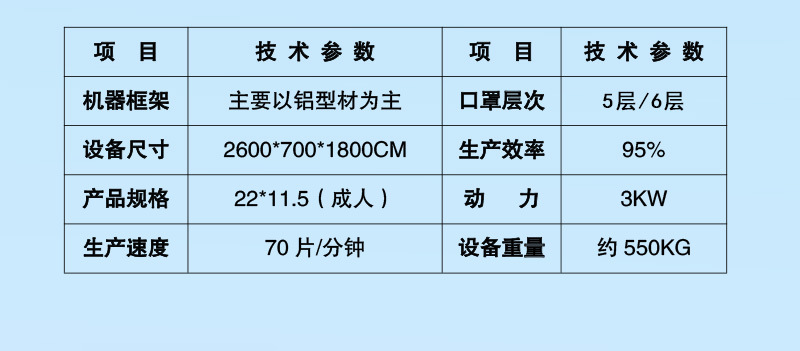
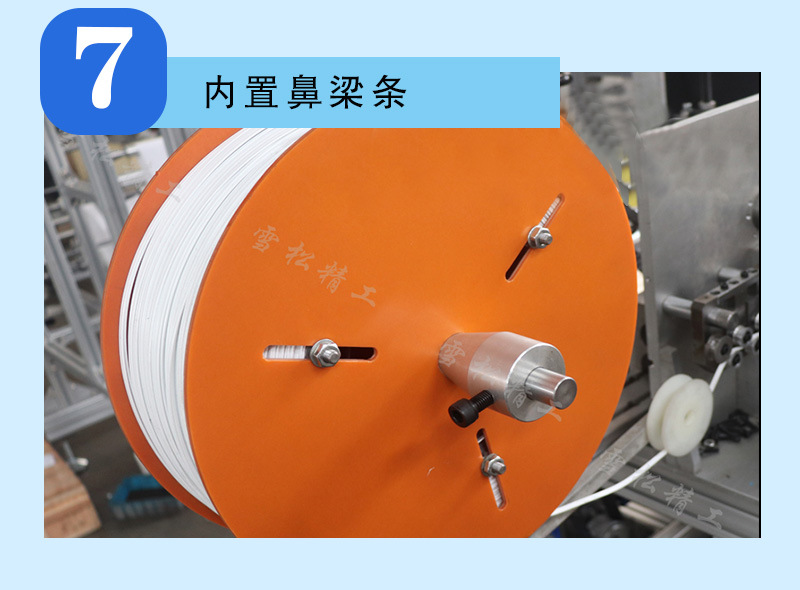
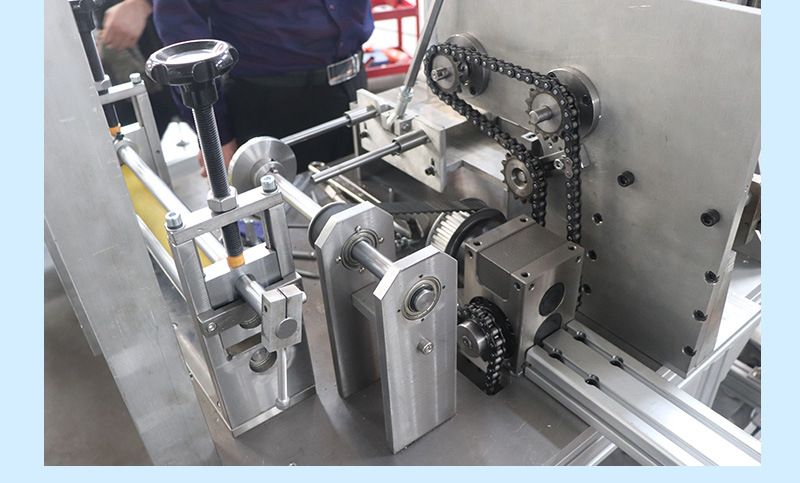
口罩机是将多层无纺布通过热压、折叠成型,超声波焊接,废料切除,耳带鼻梁度条焊接等工序制造出具有一定过滤性能的各种知口罩,口罩设备不是单台的机器,它需要多台机器的配合完成各种不同的工序。
全自动内耳带道口罩机用超声波焊接方式,当口罩移至加工的位置时,超声波自动产生,在耳带上形成微振幅高频率的振动,并瞬间转化为热量,熔融所要回加工的材料,最后使耳带永久性的粘贴或埋植在口罩本体内侧,是内耳带口罩生产最后一道加工工序,仅需一名操作员将口罩本体一片片置放于口罩盘内,后续动作至成品完成由设备自动操作。答

其他答案1:
1、打开开始停止开关与电源开关,电源开关内置灯亮。
2、调整气压:气压阀在工作台板的下面,打开设备的门板就可以看到气压阀。根据实际情况调整压力。当有些机构动作不同步的时候就将压力调大些。工作气压在0.2~0.6MPa范围内调整。
3、音波检验调整:(设备处于停止运行时)
打开超声波发生器电源开关,按下“音波检验”开关,如振幅显示器指标急升并超过100,则表示频率距谐振点太远,须调整“音波调整”旋钮。目视振幅显示器,左手按下“音波检验”检查开关(勿超过3秒),右手旋转“音波调整”旋钮,将振幅显示器指针调到最低点。
调整时如振幅显示器指标不是下降、而是上升,则反方向旋转“音波调整”旋钮。振幅显示器指标的读数在50以内,电流表指标的读数在0.6A以下是最佳工作状态。调整好音波后要把蝶形螺帽拧紧,并关好保护盖。
空载测试时,如“超载指示灯”亮,则表示设备有问题。此时不允许开机工作,须关机检查原因,排除故障后方可开机工作。

4、冷却风扇的检验:检查冷却风扇是否在正常工作,以确保超声波换能器在工作时能长时间工作。
5、检查气动部件:
打开电源,接通气路,将手动自动切换开关切换到手动挡。打开料盘开关,检查料盘是否能快速稳定的运行并定位准确。检查完后关闭料盘开关。打开口罩夹送夹具开关,检查口罩夹送夹具是否正常动作。检查完后关闭口罩夹送夹具开关。打开集料气缸开关,检查集料气缸是否正常动作。检查完后关闭集料气缸开关。
打开边带熔接开关,看边带压模能否正常下压。打开耳带回转右开关,看右边的旋转气缸是否动作且动作到位。打开耳带回转左开关,看左边的旋转气缸是否动作且动作到位。打开耳带剪断开关,检查耳带剪断小气缸是否工作且能到达指定的剪断位置。
打开耳带退料开关,检查耳带退料小气缸是否能正常工作,并能使耳带夹块松开。打开耳带熔接开关,检查耳带压模能否工作并到达指定的位置。
最佳回答:
内耳带口罩机
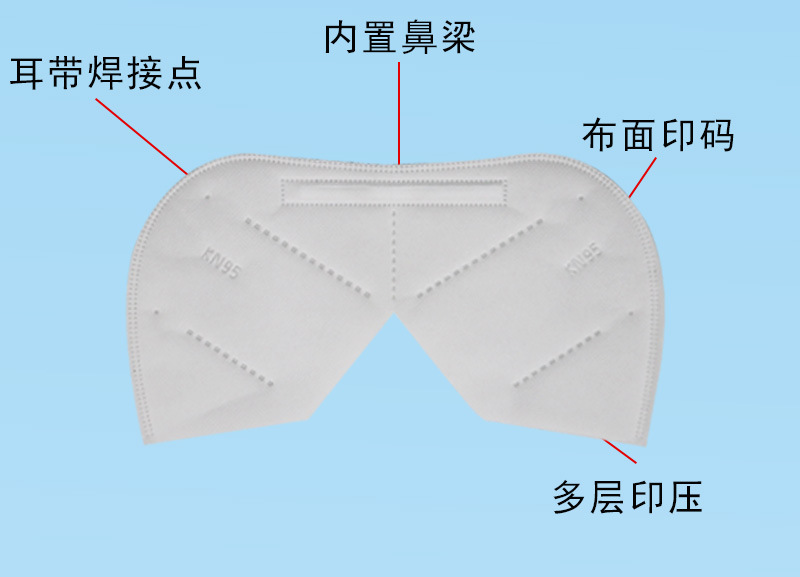
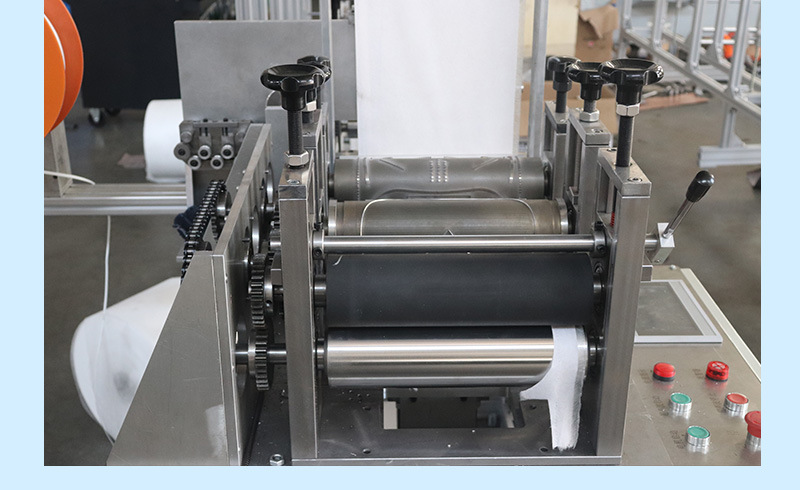
内耳带口罩机,亦称口罩打片机,是用于自动化生产多层材质平面口罩成品之机台,可使用1~4层PP纺粘无纺布 活性炭以及过滤材料,整个机台从原材料入料到鼻线插入,封边,裁切成品均为一条线自动化作业,根据所使用的原材料不同,可以达到如N95,FFP2等不同的标准。
其他答案1:
换个治具即可,其他技术问题可以详细咨询
最佳回答:
你左边压力可能大一点,建议你把两边压力调一致,刚开始就要把它给放中间这样它就不会偏了
最佳回答:
口罩机设备在调试过程中或者在使用过程中会出现的故障列举
故障一、熔接不均,工件扭曲变形。
解决办法:
1、检视工件尺寸是否差异。
2、检视操作条件是否造成工作物变形
3、调整缓冲速度或压力。
故障二、底座支撑不稳实。
解决办法:
1、在必要处改善支撑点。
2、底座重新设计。
3、换成硬质底座
4、若大面积之电木板发生倾斜则需补强。
故障三、焊头、底座、工件之接触面不平贴。
解决办法:
1、守能点重新设计,使高度均一。
2、调整水平螺丝。
3、检视造作条件是否确实。
4、检视工件尺寸之形状尺寸。
5、侧面弯曲,工件加肋骨
6、修改冶具,避免工件向外弯曲。

故障四、工件误差太大。
解决办法:
1、缩紧工件之公差。
2、重新修改工件尺寸。
3、检视操作条件(压力、延迟计时、熔接计时、固化计时等)。
故障五、熔接不均工件对准性不当。
解决办法:
1、检视熔接时,工件是否偏移。
2、检视组合时,工件是否对准
3、检视焊头、工件、冶具之平行度。
故障六、接合面缺乏紧密接触。
解决办法:
1、检视工件尺寸。
2.检视工件之公差。
3、检视接合面之顶针位置。
4、检视工件组合之对准性。
5、检视工件是否凹陷。
6、检视工件与焊头之贴合度
7、检视冶具的支撑是否适当。
故障七、超声熔接结果不一致
(一)填加物比例太高
解决办法:
1、降低填加物。
2、检查操作条件。
3、变更填加物种类,亦即将短线锥改成长线锥。
(二)填加物分布不均
解决办法:
1、检查操作条件
2、检查模具设计
(三)材料品质较差
检查操作条件
(四)工件贴合度不佳
解决办法:
1、检视工件尺寸
2、检视工件公差
3、检查操作条件
最佳回答:
你的说下你是什么设备,半自动还是全自动?普通三层口罩还是N系列的?












Leave A Comment