





| 产品规格及说明 | |
|---|---|
| 设备品牌:帝龙 | 设备型号:DL_A1616 |
| 订购价格:电话/面议 | 交货日期:3~30/工作日 |
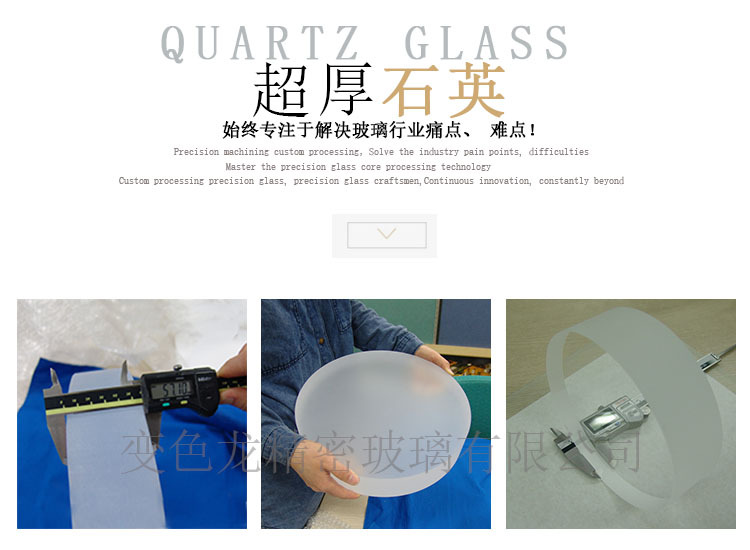
| 用途:玻璃 | 莫氏硬度:7 |
| 原产地:惠州 | 熔点:1700(℃) |
| 密度:2.9(g/cm3) | 二氧化硅含量:99(%) |
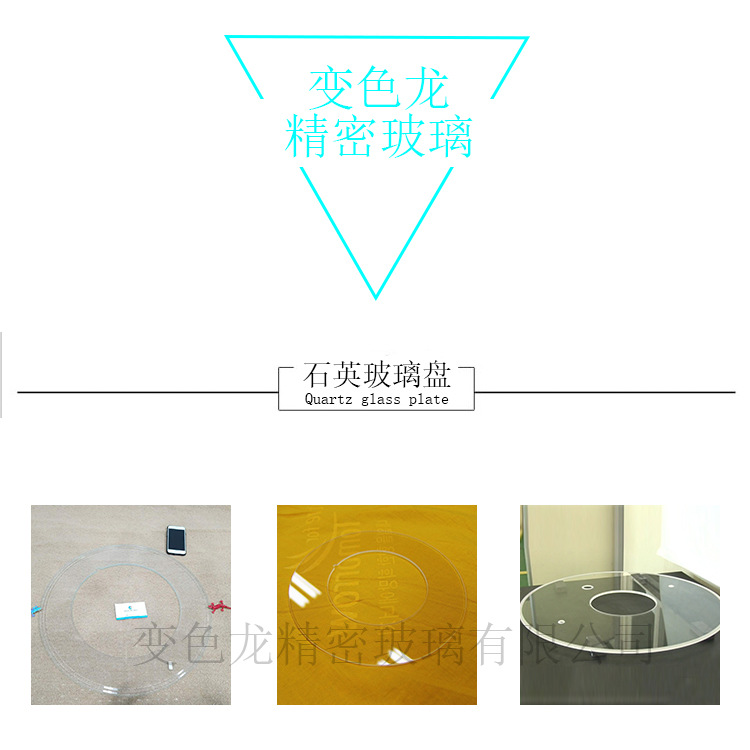
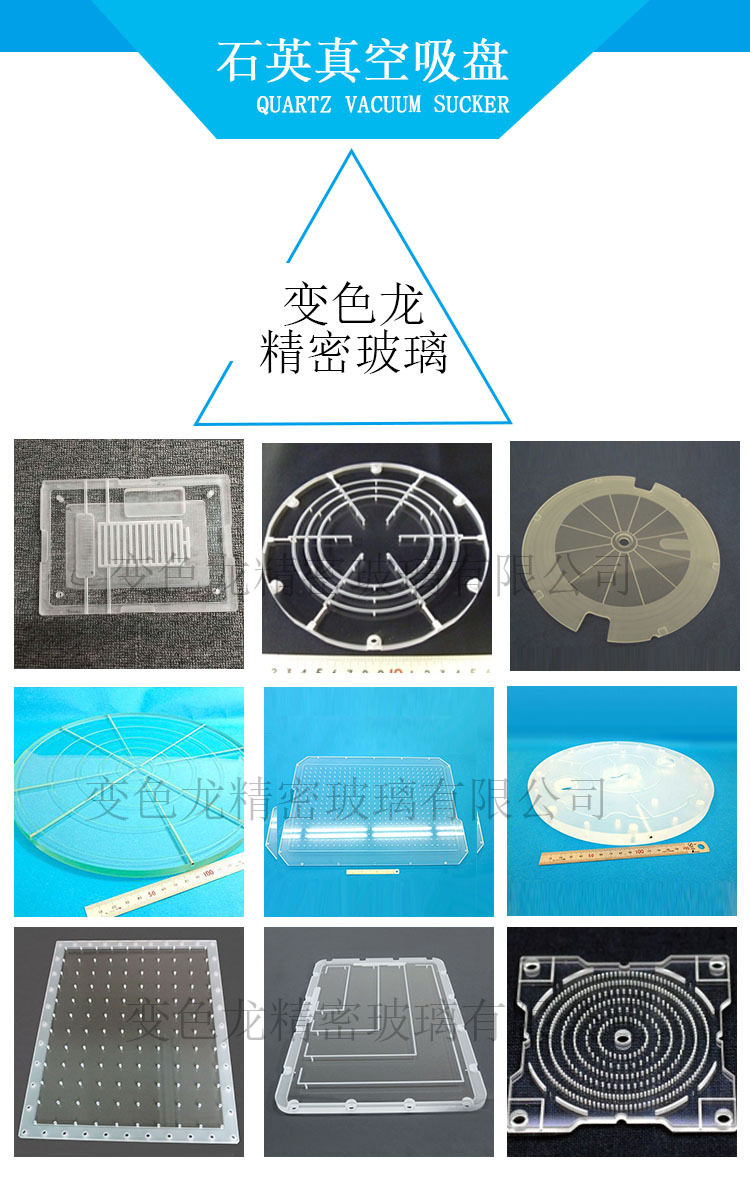
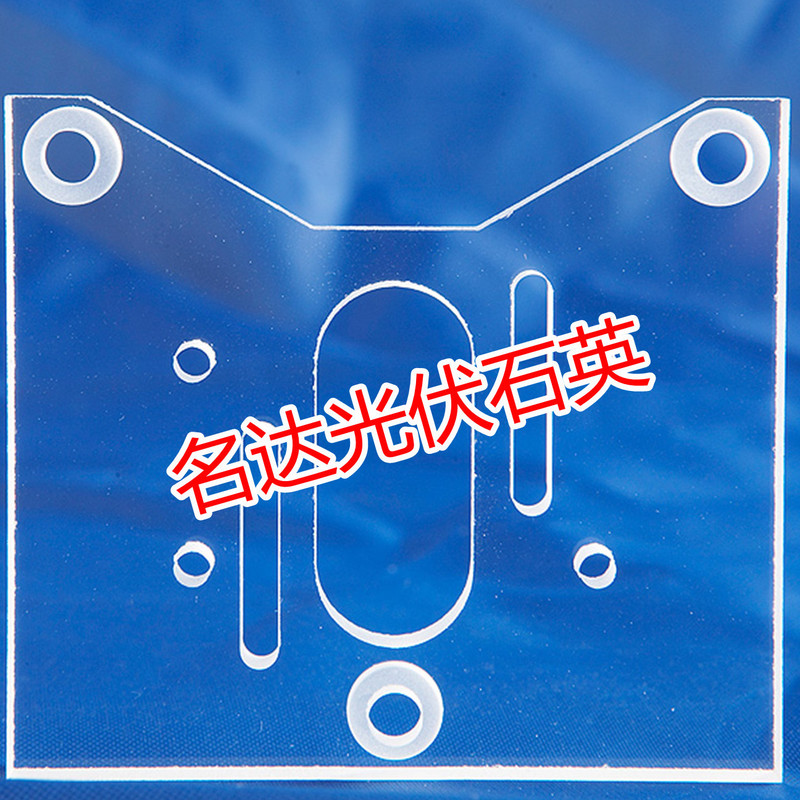
| 产品标签:石英玻璃片,石英玻璃板,玻璃铣槽 | |
| 咨询热线:13715339029 | 售后服务:13715339029 |
| 技术咨询:13715339029 |  QQ咨询:260200500 QQ咨询:260200500 |




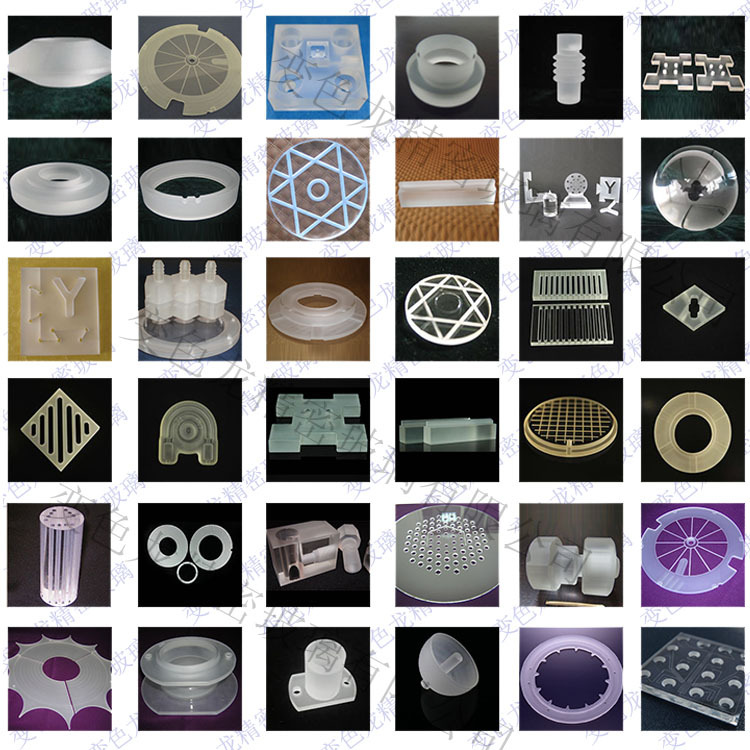

变色龙科技(惠州)有限公司深圳市帝龙科技有限公司,是一家占地面积3500m2,60多名员工专业从事玻璃精密深加工的工厂实体。勇于创新,敢于挑战玻璃加工的极限,满足客户所需所想!
业务有两大类,一类是公司的核心业务,根据客户来图、来料加工或定制精密玻璃。工欲善其事,必先利其器。现阶段,公司有日本Speedfam的单面和双面研抛机、环抛机、法国DMG超声波加工中心、超大尺寸加工中心(2米*1.2米)、超大尺寸平面磨床(1.6米*0.6米)、台湾精一CNC切割机、薄片平板清洗机、超声波槽式清洗机、平面干涉仪、二次元检测机等一大批精密加工及检测设备,为做好优质产品打下坚实基础!公司绝大多数生产员工和技术员,十几年来一直从事精密行业,从未离开。稳定专业的团队,不懈努力追求的精神,保证了我们产品的过人质量,铸造了我们的信誉!
另一类是原材料,我们庄严承诺,保证原厂正品提供各种各样的进口电子玻璃、光学玻璃、特种玻璃等,如德国肖特Schott的Borofloat 33、ZERODUR、Robax、AF32, 美国康宁Corning大猩猩Gorilla(13715339029)、Eagle-XG、Pyrex7740等,以及优质光学石英玻璃(JGS1JGS2JGS3),甚至可以根据客户特殊所需开发新的玻璃原材料,全力为客户打造一个精密玻璃的超市。
我们磨砺前行,我们一直在路上!我们做“好”玻璃!
线切割有什么办法割石英玻璃,普通金属线切割如何改装,有哪些地方必须改,最好能几我在想办法工艺改革,,线切割有什么办法割石英玻璃,普通金属线切割如何改装,有哪些地方必须改,最好能几我在想办法工艺改革,线切割有什么办法割石英玻璃,普通金属线切割如何改装,有哪些地方必须改,最好能几根线同时切割,我在想办法工艺改革,请大神帮忙。
最佳回答:
线切割也称电火花线切割,前提是被切割材料必须是导体,石英玻璃是非导体,也就是说是绝缘体,因此,线切割无法割石英玻璃。
其他答案1:
日进单线截断机
最佳回答:
做线割维修也是可以的,关键是要清楚线切割机床的工作原理,几大系统分别弄清楚了,不管生产厂家如何变换机床电路都是可以维修好的。
其他答案1:
我也做线切割好多年了,线切割维修要会电路,其他的也没什么了
最佳回答:
一毫米以下的薄板不用打磨也可以加工
其他答案1:
最好是打磨掉,否则容易造成不能导电,容易断丝。
其他答案2:
需要打磨掉,油漆涂层不导电
其他答案3:
最好是打磨掉,不过您可以根据你切割的轨迹,打磨相应的部分。如果是薄的话,那砂纸打磨就好了。
最佳回答:
1。切割锯切割。就是电机带动切割锯片旋转,将物体切断。
2。电气焊切割。利用乙炔等可燃气体将物体融化进行切割。
3。线切割。原理比较复杂,在百度百科搜索一下吧。
4。等离子切割。以工作气体作为导电介质,携带热量、熔化加工金属并吹除切口中的熔融金属来达到切割目的的。而等离子切割又分为等离子空气切割,等离子氮气切割,等离子氧气切割等。
线切割与等离子切割是切割质量比较好的两种。
其他答案1:
管道切割么?
其他答案2:
切割什么东西啊?
有线切割。激光
机械加工、气刨、等离子切割和象破炉料一样的破铁。线切割也是一种方法,但是如果是铸件的话由于金属表面和内在有非金属物,一般使用线切割效果不好。
最佳回答:
必须要知道是多厚的板.
你在割多大的圆,冷冲压行不行,也有一种叫打孔器的手动工具,不过孔不能太大.
不知道你的数量大不大,如果量很大,可以考虑开发专用的锯床来进行加工,照你所说,只有锯割符合要求.
如果只是一两个,可以用手工来锯.
如果不在乎设备造价的话,可以采用台湾型的立式带锯床来进行改造,用压缩空气进行冷却排屑,大型立柱加上直臂,把锯床安装在直臂上,可以进行远程控制.
照你所说,我猜想可能是用于海上钻井平台,不知是否正确,我在深圳,如果需要,可以谈谈.
其他答案1:
有专门的钢板切割机的,不过只能切直线。你可以找卖机械设备的问一下
要切圆形应该只能用线切割了,不过外协价格不低。如果对精度要求不高的话也可以用普通钢板切割机切成方形,再切掉4个角,最后用砂轮打磨圆滑,就是人工大
你到底是要切下钢板还是要打孔?打孔的话找个数控镗床就可以了。还有你这个工件有多大?如果是化工上的反应容器的话那只能用工业机器人了,价钱吓死你
2.5m直径可以用线切割解决,不过线切割也要用肥皂水的。另外仔细看你的要求貌似根本做不到,又不让人用水冷却又不让人产生高温,钢铁切割还有不产生热量的办法?不用水冷用油冷可以么?
其他答案2:
高压水射流切割的原现是将水增至超高压100~400MPa,经节流小孔(φ0.15~φ0.4mm),使水压热能转变为射流动能(流速高达900mm/s)。用这种高速密集的水射流进行切割。磨料水射流切割则是再往水射流中混入磨料粒子,经混合管形成磨料射流进行切割。在挣料射流中,水射流作为载体使磨料粒子加速,由于磨料质量大、硬度高,磨料水射流较之水射流其射流动能更大,切割效能更强。磨料水射流切割设备的组成和流程如下:
供水系统:是将水质软化,使PH值达到6~8,并精滤到0.5μm以下。蓝宝石水喷嘴的工作寿命取决于水质,直接用自来水时寿命仅为34h,用软化水寿命为78h,用混合层软水寿合高于200h [24]。
增压系统:增压系统是设备的关键部分,其核心是增压器。增压比一般选10:1~20:1。比在420MPa时将被压缩12%。为使水压稳定在上5%之内,需在增压器与喷嘴之间设置蓄压器。增压缸和蓄压缸都是超高压压力容器,因此要有足够的疲劳强度和工作寿命。
高压水路系统:高压水路连接增压系统和切割头装置。要采用超高压钢管和旋转接头,钢管要有挠钩性,各类接头要小巧、可靠、灵活,旋转接头要有多种旋向型式和一定的工作寿命。
磨料供给系统包括料仓、磨料、流量和输送管。料他形状和料内的网筛要保证磨料供给通畅、不至堵塞。流量阀应能控制磨料流量的通断和大小,还应能排除输送管中的水分。
切割头装置:切割头包括高压水开关阀和宝石喷嘴、水/磨料混合室和混合管。混合管是易损件。以前用硬质合金制造,精切割时使用寿命约2h,精切割寿命约10h。现改用工程陶瓷材料寿命高达20~100h[25]。
接收装置:置于切割头和工件的下方,用来收集切割剩余射流。具有消能、降噪、防溅和安全等功能。射流暴露会产生高达420dB(A)的噪声。设置接收装置后,使噪声被控制在80~90dB(A)以内。
运动控制系统:高压水射流切割是一种高精度的切割工艺方法,必须由高精度的切割设备来实现。目前的切割设备均是微机控制或由工业机器人操作,可实行五轴联动。重复精度可达±0.05mm。
高压磨料水射流切割无尘、无味、无毒、无火花、振动小、噪声低。尤其适合恶劣的工作环境和有防爆要求的危险环境。它可以切割各种金属、非金属材料,各种硬、脆、韧性材料,如钛镍合金、陶瓷、玻璃、复合材料等。是目前世界上先进的切割工艺方法之一
其他答案3:
钢板切割
钢板切割指利用天然气火焰(氧-天然气)将被切割的金属预热到能够剧烈燃烧的燃点,再释放出高压氧气流,使金属进一步剧烈氧化并将燃烧产生的熔渣吹掉形成切口的过程。
钢板切割方法
-
火焰切割:火焰切割设备的成本低并且是切割厚金属板唯一经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
-
激光切割:激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的最大厚度可增加到20mm,但切割部件的尺寸误差较大。 激光切割设备的价格相当贵,约150万元以上。
-
线切割:电火花线切割简称线切割。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。如今,线切割机床已占电火花机床的大半。
-
剪板机:剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机属于锻压机械中的一种,主要作用就是金属加工行业。
-
等离子切割机:等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
-
超高压水切割:超高压水切割又称水刀和水射流,它是将普通的水经过多级增压后所产生的高能量(380MPa)水流,再通过一个极细的红宝石喷嘴(Φ0.1-0.35mm),以每秒近千米的速度喷射切割,这种切割方式称为超高压水切割。
其他答案4:
神麒切割气,成就您完美切割。
最佳回答:
可以做一个可转动的导电快,最好用合金做的,原理和导轮一个,还有速度要90左右,电流2到2安5就行,那样可以改进一下你现在的状况
跟工件没火花是因为电流参数或跟踪过快过慢了产生短路了。跟导电块有火花是因为上面铝切割泥,导电性能差了起火花了。用刷子蘸点柴油清洗下试试
其他答案1:
线切割割铝最好的方法是不要导电块。加个专用进电装置专用导轮,使线切割机适应铝加工的特殊要求。
因为如果不用割铝进电器,线切割机床用普通钼丝割铝的时候,很伤导电块,而且极易断丝。其原因是切铝时,会产生大量氧化铝或表面粘有氧化铝的颗粒,他们表面极硬具并有磨粒性质,以此做研磨剂使钼丝与导电块接触部位很快就会磨损,同时使钼丝与导电块产生放电现象,导电块很快产生深沟。用于切割铝材料时,由于铝的导电率比一般黑色金属导电率高,且材料硬度又比较软,因此用常规线切割时由于导电率较高,容易引起钼丝与工件短路。 切铝不但废导电块,很快就形成深沟,而且这个深沟极容易把丝夹断。
其他答案2:
问题复杂就是说机器要改一下可以好一点!就是丝桶进电,但是不好改啊!还有有的铝割起来还是蛮好的!
其他答案3:
可以做一个可转动的导电快,最好用合金做的,原理和导轮一个,还有速度要90左右,电流2到2安5就行,那样可以改进一下你现在的状况(本人也是割铝一年之久了,没有其它好方法了),
其他答案4:
跟工件没火花是因为电流参数或跟踪过快过慢了产生短路了。跟导电块有火花是因为上面铝切割泥,导电性能差了起火花了。用刷子蘸点柴油清洗下试试。
铝件内部往往有砂眼,杂质等,不易切割
如果长期切割铝,建议换用宝石导轮
最佳回答:
数控高速走丝线切割加工铝材料时,导电块磨损特别严重,导电块上面很快就形成深沟。铝材料是生产加工中必备的常用金属,不可能放弃应用,所以就必须解决这一问题,下面我们来看看应该从哪几个方面进行处理。
1.脉冲电参数的合理搭配:数控高速走丝线切割加工时,较宽的脉冲宽度容易产生比较大的氧化铝或表面粘有氧化铝的颗粒,脉冲间隔过小的话也会产生较大的颗拉。而电极丝上极易粘附这些较大的加工颗粒,给加工带来很大的负面影响。提高脉冲电源的空载电压幅值,通过降低脉冲宽度、加工脉冲间隙,可减少加工屑枯附到电极丝上的可能性。
2.对工作液的要求:目前常采用乳化液的水溶液作为数控高速走丝线切割加工的工作液,常规配置比例是1:10(乳化液1份,水10份),而加工铝型材料时,宜采用3:8的比例。为了保持工作液的清沽,使其正常有效地工作,并延长工作液的使用期,可使用厚的海绵,避免残屑流人水箱,保持工作液的畅通,减少电极丝上加工屑的粘附。对海绵垫进行定期的清洗或更换。工作液的上下喷水量应均匀,以便及时把蚀除物排除。
3.操作技巧:可在上线架后端槽中加一块海绵,高速往返的电极丝经海绵摩擦,可去掉一部分粘附的氧化物,减少氧化物对导电块的磨损,同时减少电极丝抖动,确保脉冲电源效率的正常发挥。还要注意勤更换导电块的工作位置。
上面的方法不单是适合于切割铝型材料,对一些较特殊材料的加工,如导电陶瓷、氮化硅和氮化硼,同样可以借鉴。如果线切割进行大批量的铝件加工,那么加工问题会比较突出,采用上述措施也不能从根本上解决问题,这就需要从机床改造的角度去考虑,就不再采用导电块进电的方式,如采用丝筒进电的方式,可以适用于生产加工。
其他答案1:
线切割 加工铝。我是搞维修的。我曾经帮我的客户改装过几次,效果还好。就是用碳刷顶住丝筒电机的轴上。用高频负的线接在碳刷上的铜线上,这样导电块才不容易割进去。当然丝筒表面要跟电机轴通的。用万用表量一下就知道。如果不通。那碳刷就要直接抵住丝筒表面了。接下来怎么固定碳刷应该难不倒你了吧。你们搞模具的这点很容易做到的。我只是告诉你方法。还有一种方法就是不用皂化液。用清水。什么也不放。割好后浸在火油里免得生锈。这种方法我亲眼看见过。
其他答案2:
二楼正解。偶是用的着方法哈
其他答案3:
不大好加工
其他答案1:
可以的,装上砂线,不要装钼丝,我就这么搞滴
其他答案2:
可以的 不过要买慢走丝
其他答案3:
不导电的都不行
其他答案4:
不可以,只能切金属
最佳回答:
所有金属都可以切割,但越坚硬的材料加工速度越慢,因为越坚硬的材料汽化温度越高。
不导电的材料也可以用线切割,但较普通线切割设备不同,它需要先在不导电的材料表面镀一层导电膜后再放电加工。
其他答案1:
导电性不好的金属。对硬度什么的没有要求。但要求必须导电。
比如铝合金切割的很好,钛合金导电性差,切割很慢。








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment